Drijfveren komen voort uit de manier waarop mensen de wereld bekijken (waardensystemen) en werden halverwege de vorige eeuw in kaart gebracht door de Amerikaanse psycholoog Clare W. Graves.
(...)
Drijfveer
Kern van de drijfveer
Geel
Wil analyseren, begrijpen en doorgronden
Groen
Stelt mensen en sociale verbanden voorop
Oranje
Wil vooruitgang, resultaten en prestaties laten zien
Blauw
Wil zekerheid en duidelijkheid creëren
Rood
Staat voor durf, tempo en kracht
Paars
Zoekt veiligheid en thuisgevoel
(...)
Vaak is de drijfveer van de persoon die de communicatie verzorgt leidend in de boodschap, maar het is de vraag of dit appelleert aan de drijfveer van de ontvanger van de communicatie. Met kennis en inzicht van drijfveren in de organisatie kan de communicatie met betrekking tot lean management worden afgestemd op de drijfveren van de betreffende medewerkers.
Drijfveren
Lean-aspecten die aanspreken en energie geven
Lean-aspecten die aandacht vragen
Geel
Bij het bedenken van verbeteringen in processen is het regelmatig nodig om ‘out of the box’ te denken en continu te blijven kijken hoe processen en activiteiten ‘slimmer’ kunnen worden ingericht.
Standaardisatie van werkwijzen geeft de gele drijfveer het gevoel dat de vrijheid en mogelijkheden tot innoveren beperkt worden.
Groen
Bij lean management is het essentieel dat naar medewerkers in alle lagen in de organisatie wordt geluisterd. Daarnaast is lean iets wat door mensen samen wordt gedaan.
Lean management kan leiden tot een reductie van het aantal medewerkers. Dit kan de groene drijfveer het gevoel geven dat de harmonie binnen de groep wordt verstoord en dat het niet over de mens gaat maar over een organisatie als efficiënt systeem.
Oranje
Bij lean management is het streven naar resultaten een belangrijk element. Doorlooptijden moeten worden verkort, de kwaliteit moet goed zijn en de kosten moeten worden verlaagd. Gecombineerd met ‘applaus’ van de klant zijn dit concrete resultaten die de oranje drijfveer aanspreken.
Standaardisatie van werkwijzen kan de oranje drijfveer soms het gevoel geven dat de flexibiliteit afneemt.
Blauw
Structuur in processen is belangrijk bij de implementatie van lean management. De blauwe drijfveer streeft naar structuur en zal dus blij zijn met de structuur die door lean wordt aangebracht.
Bij lean management worden bestaande regels en werkwijzen ter discussie gesteld. Dit kan voor de blauwe drijfveer een ongemakkelijk gevoel geven.
Rood
Lean management betekent dat er duidelijke beslissingen worden genomen. Transparantie is essentieel, evenals besluiten om zaken niet meer of anders te doen. Dit spreekt de rode drijfveer zeer aan.
Bij lean management speelt een goede analyse van feiten een belangrijke rol. Dit zal rood soms te lang duren.
Paars
Implementatie van lean management leidt uiteindelijk tot trots onder medewerkers ten aanzien van de eigen organisatie. De missie wordt helder gemaakt, evenals de plaats in de keten en de toegevoegde waarde voor de klant.
Lean management leidt tot veranderingen in de organisatie. Dit kan leiden tot onrust voor de paarse drijfveer omdat tradities en ongeschreven regels ter discussie worden gesteld.
In vijf stappen naar een lean-bedrijf
1. Definiëren van de klantwaarde en de doelstellingen van de organisatie
De oranje drijfveer kan een belangrijke rol spelen (doelgerichtheid), maar zeker ook de groene (luisteren naar de klant).
2. Definiëren van processen die tot klantwaarde leiden
De blauwe, gele en groene drijfveren zijn hier belangrijk (duidelijke definiëring van processtappen, waarbij geluisterd moet worden naar medewerkers, en analyse van toegevoegde waarde voor de klant). Maar ook andere drijfveren — zoals rood en oranje — spelen hier een belangrijke rol (focus op klantwaarde en resultaat, het nemen van besluiten).
3. Stroomlijnen van processen en elimineren van verspillingen in processen
De rode drijfveer kan goed knopen doorhakken bij beslissingen die soms veel lef vergen. De blauwe drijfveer zorgt ervoor dat besluiten ook worden geïmplementeerd.
4. Het proces zodanig inrichten dat de klant ‘het proces leidt’
In deze stap worden alle processen zodanig ingericht dat activiteiten worden aangestuurd vanuit de klantvraag. Om dit goed door te kunnen voeren is de analyserende drijfveer (geel) belangrijk, maar vooral ook de blauwe drijfveer, die hierbij gestructureerd te werk gaat en de nieuwe werkwijzen goed implementeert.
5. Standaardiseer en verbeter continu
Voor standaardisatie van werkwijzen is de blauwe drijfveer belangrijk. Het streven naar continue verbetering zal met name de oranje drijfveer aanspreken. Geel helpt goed bij het ontwerp van een standaard aanpak. De valkuil is dat geel echter niet stabiliseert, maar blijft analyseren en het proces nooit klaar is.
Lean-principes • Waarde toevoegen voor klanten • Verspillingen tegengaan • Procesmatig denken • Iedere dag verbeteren • Streven naar perfectie • Verantwoordelijkheid nemen • Standaardiseren werkwijzen • Mentor en rolmodel • Samenwerken
Drijfveren die van nature een bijdrage willen leveren • Oranje, groen • Blauw • Blauw • Oranje, mits het applaus daaraan gekoppeld is • Geel, blauw • Rood, blauw, paars • Blauw (om het zo ook uit te voeren), geel (ontwerpen voor anderen) • Groen, paars, blauw • Groen, paars, blauw
Drijfveren die een belangrijke rol kunnen spelen bij de ontwikkeling van deze competentie • Oranje, groen • Oranje, rood • Geel, blauw • Geel • Blauw • Oranje • Rood, blauw, paars • Rood • Blauw, rood, paars • Groen, geel • Groen (emotie), geel (inhoud), oranje (kansen)
Als een of meerdere drijfveren niet of nauwelijks aanwezig zijn in de organisatie, heeft dit de volgende gevolgen voor de implementatie van lean management:
• Te weinig groen Als de groene drijfveer te weinig aanwezig is, is de kans reëel dat er te weinig aandacht wordt gegeven aan het benodigde draagvlak en aan effec- tieve communicatie binnen de organisatie.
• Te weinig geel Bij het verbeteren van processen moeten feiten worden geanalyseerd. Iemand met de gele drijfveer is van nature geneigd om te zoeken naar echte oorzaken en te kijken naar mogelijke verbanden, hetgeen belangrijk is voor het zoeken naar oplossingen voor knelpunten.
• Te weinig oranje Indien deze drijfveer onvoldoende aanwezig is in de organisatie, kan het streven naar verbeteren onvoldoende zijn en is ook de vertaling van visie in concrete doelstellingen onvoldoende.
• Te weinig blauw Indien de blauwe drijfveer onvoldoende aanwezig is in de organisatie zullen lean-initiatieven enthousiast opgepakt worden, maar zal verankering in de organisatie te beperkt zijn.
• Te weinig rood Iemand met de rode drijfveer is geneigd om lef te tonen, duidelijke besluiten te nemen en focus aan te brengen in de activiteiten. Als deze drijfveer onvoldoende aanwezig is kan het nemen van duidelijke besluiten een probleem zijn, waardoor de benodigde acties te lang op zich laten wachten.
• Te weinig paars Paars zorgt voor binding en is geneigd verantwoordelijkheid te nemen. Paars zorgt er ook voor dat zaken, die blijven liggen maar wel gedaan moeten worden, toch netjes worden opgepakt. Bij afwezigheid van de paarse drijfveer moet aan dit punt extra aandacht worden geschonken.
Laatst aangepast op zaterdag, 27 januari 2018 16:48
De kracht van het hefboomeffect volgens volgens Gygi, DeCarlo & Williams
Gepubliceerd in
Lean Six Sigma
feb
06
2018
Craig Gygi, Neil DeCarlo en Bruce Williams beschrijven in hun boek Six Sigma voor Dummies het concept van het hefboomeffect - in Six Sigma-jargon de vital few:
De kracht van het hefboomeffect
Als je ooit hebt geprobeerd een grote steen of kei te verplaatsen, of zelfs maar je wasmachine, zul je waardering hebben voor de betekenis van het hefboomeffect. Zelfs als je met alle kracht trekt en duwt, krijg je geen beweging in de kei. Maar als je en lange metalen staaf en een object als steunpunt gebruikt, maximaliseer je het vermogen van je beperkte kracht. Je gebruikt het hefboomeffect om de steen te verplaatsen en je doel te bereiken.
Zo is het leven: je moet een beetje moeite doen om de hefboom te vinden. Wanneer je daarin slaagt, schiet hij je over de problemen en door de obstakels die tussen jou en je doel staan. In Six Sigma-termen is het hefboomeffect het vermogen je paar kritieke X'en te gebruiken die het grootste effect hebben op de gewenste Y.
Het hefboomeffect, of de effectkracht, in het creëren van een gewenste uitkomst ontstaat voornamelijk uit een verbazend klein aantal bijdragers. Dit geldt zowel voor de simpelste doelen als de meest complexe systemen. Gewoonlijk bepaalt slechts een beperkt aantal selecte variabelen de kwaliteit van een gegeven uitkomst! Het draait allemaal om het vinden van dat beperkte aantal dat het hefboomeffect mogelijk maakt. Deze vital few helpen je de 'keien' in je leven, het proces of de organisatie te verplaatsen.
Een 'kritieke succesfactor' (KSF) is een factor die van doorslaggevende betekenis is voor het bereiken van een procesdoel. Typische KSF's voor bijvoorbeeld een administratief proces, ingericht op effeciency zijn: transactiekosten, voorspelbaarheid van de werkbelasting en kwaliteit van de input.
Een 'kritieke prestatie-indicator' (KPI) geeft informatie over gewenste en gerealiseerde procesresultaten en over het procesverloop, is afgeleid van een KSF voor het proces en bestaat uit de beschrijving van een meetbare grootheid (de 'meter'), de norm en de meetprocedure. KPI's operationaliseren de KSF's, dat wil zeggen, ze maken de KSF's meetbaar. De KPI 'aantal niet-verwerkbare aanvragen' zegt bijvoorbeeld iets over de KSF 'kwaliteit van de input'.
Er zijn drie typen proces-KPI's te onderscheiden: 'inputindicatoren' geven aan hoeveel of welke kwaliteit input wordt geleverd aan het proces, 'throughputindicatoren' geven een indicatie van hoe goed het proces verloopt en 'outputindicatoren' zeggen iets over het eindresultaat van het proces.
Welke type KPI het meest bruikbaar is als stuurinformatie hangt af van de beschikbare stuurmaatregelen. Het heeft weinig zin om informatie te krijgen over het 'hoe' van het proces, als er niet of nauwelijks invloed op valt uit te oefenen, of als dit buiten de verantwoordelijkheid valt van degene die de stuurinformatie ontvangt.
Belangrijk is dat elke KPI een eigenaar heeft die verantwoordelijk is voor het resultaat op die KPI en bijsturing. Vaak sturen organisaties op KPI's per afdeling, terwijl de optelsom van deze KPI's dan niet leidt tot het beste resultaat voor de klant. Door vanuit processen KPI's te definiëren en te beleggen bij een proceseigenaar, is dit probleem te doorbreken. In de praktijk vormt het definiëren van KPI's op basis van processen nogal eens aanleiding om (opnieuw) naar processen zelf en de overdrachtsmomenten in het proces te kijken.
We have a massive scientifically based quality undertaking in progress at GE, which will take us, within four years, to a level of process excellence that will produce fewer than four defects per milion operations performed in every manufacturing and service process across the company. It is the most challenging and potentially rewarding initiatieve we have ever undertaken at General Electric.
A typical process at GE, generates about 35,000 defects per million, which sounds ike a lot and is a lot, but its consistant with the defect levels of most succesful companies. That number of defecs per million is referred to in the very precise jargon of statistics as about three and one-half sigma. For those of you who flew to Charlottesville, you are siting here in your seats today because the airlines record in getting passengers safely from one place to another is even better than six sigma, with less than one-halfe failure per million.
If you think about airlines, they run two operations. They get you from point A to point B from seven to eight sigma. Your bags get there at three sigma.
We blew up the old quality organization, because they were off to the side. Now, it's the job of the leader, the job of the manager, the job of the employee - everyone's job is quality.
We want to change the competitive landscape by being not just better than our competitors, but by taing quality to a whole new level. We want to make our quality so special, so valuable to our customers, so important to their success, that our products become their only real value choice.
Forty percent of every mananager's bonus is tied to his hor her progress on quality results. Quality is the top item on every agenda in every business in this company. For leaders who do not see how critical quality is to our future ... GE is simply not the place to be.
Just as workout got us to a culture of learning and openess that defined the way we behave, quality improvement, under the disciplined rubric of Six Sigma methodology, will define the way we work.
Laatst aangepast op zaterdag, 18 december 2021 17:05
Takttijd, cyclustijd en doorlooptijd volgens OpsExcellence
Gepubliceerd in
Lean Six Sigma
jan
14
2018
Educatief filmpje met uitleg van de begrippen Takttijd, cyclustijd en doorlooptijd.
In het commentaar geeft Rafael Wollmann een aanvullende uitleg over begrippen 'cycle time' en 'Lead time':
The difference between Cycle Time (CT) and Lead Time (LT) is academic, but valuable enough for practitioners, in order to avoid employee's misunderstanding. Here we go:
1. CT is a RANDOM VARIABLE and is associated to the process. CT is subject to variations, because every productive system has variability, some more intense and some other ones less. That's why it is considered random, you have the Average CT and the variance (or standard deviation) of that. The variance (or std dev) can be increased based on downtimes for example.
2. LT is a DECISION VARIABLE and is associated to the decision maker and customer (client). The decision maker needs to know which is the CT and its variance to estimate the LT. With LT on hand and known due date, the decision maker can run the planning process in order to meet demand on due date.
In summary, CT needs to be less than or equal LT to meet demand.
Analyzing it quickly: If CT is greater than LT, your process is not capable to meet demand in due dates. If CT is equal to LT, your process must have zero variability, otherwise your process will not be capable to meet demand. If your CT is much lower than LT you will have inventory.
So, you need to keep control of your process in order to keep low variability under control, to have a consistent CT to estimate LT and run your process at your Takt Time.
Laatst aangepast op zaterdag, 06 januari 2018 09:01
Het visgraatmodel van Ishikawa
Gepubliceerd in
Lean Six Sigma
jan
12
2018
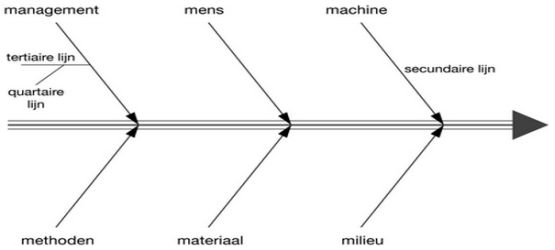
Het visgraatmodel illustreert een eenvoudige benadering om oorzaken systematisch te identificeren. Het diagram is een hulpmiddel om op een gestructureerde manier te brainstormen met een groep mensen. Zo worden alle mogelijke oorzaken die de leden van de groep te binnen schieten op papier gezet en later gegroepeerd. De figuur bestaat uit een hoofdpijl die van links naar rechts wijst, naar [datgene waarvan de oorzaak] wordt onderzocht. Op deze primaire lijn, komen zes secundaire lijnen uit: Management, Mens, Machine, Methoden, Materiaal en Milieu.
Het visgraatmodel, ontwikkeld door Ishikawa, komt oorspronkelijk uit de kwaliteitsbeheersing. (...) Het diagram bestaat uit een hoofdpijl die van links naar rechts wijst, naar [datgene waarvoor een oorzaak wordt gezocht]. Op deze hoofdlijn, de primaire lijn, komen zes secundaire lijnen uit: drie vanaf de bovenzijde en drie vanaf de onderzijde. Deze zes lijnen vertegenwoordigen de zes hoofdfactoren die volgens het visgraatdiagram aan [het resultaat] kunnen bijdragen:
Management: onder 'Management' valt alles wat te maken heeft met plannen, organiseren, leidinggeven en bijsturen.
Mens: bij 'Mens' gaat het om de fysieke en psychische eigenschappen, motivatie, en opleiding van de betrokkenen.
Machine: 'Machine' heeft betrekking op het ontwerp, de uitvoering en het onderhoud van materieel (installaties, hulpmiddelen, voertuigen).
Methoden: met 'Methoden' wordt gedoeld op de werkbaarheid, actualiteit en juistheid van handelingsmethoden en voorschriften.
Materiaal: onder 'Materiaal' komen de fysische en chemische eigenschappen van alle relevante producten en materialen aan de orde.
Milieu: 'Milieu' heeft betrekking op de energiestromen, de maatschappelijke aspecten van de omgeving, en de fysische kenmerken van de omgeving zoals temperatuur, verlichting en vochtigheidsgraad.
De analyse met behulp van een visgraatdiagram verloopt in een aantal stappen.
Beschrijf datgene waarvan je de oorzaak wilt onderzoeken aan de rechterkant van de primaire lijn.
Plaats de gevonden feiten onder één van de M's, met de directe oorzaken op de horizontale tertiaire lijn en de basisoorzaken op de quartaire lijn.
Bekijk of er voor alle gevonden feiten (directe oorzaken) nog meer basisoorzaken zijn te bedenken..
Plaats de voorstellen tot verbetering in het diagram.
Hoewel het uitgangspunt is om van rechts naar links te werken, maakt het niet uit of de tertaire (horizontale) pijlen van rechts naar links of van links naar rechts op de secundaire pijl uitkomen.
Jidoka ... gaat over kwaliteit inbouwen in het proces. Het verwijst naar de eigenschappen om afwijkingen te detecteren en te stoppen, zodat er geen fouten worden geproduceerd en doorgegeven.
(...)
Het Jidoka-principe gaat helemaal terug tot Toyota-oprichter Sakichi Toyoda, met zijn uitvinding van de automatische weefmachine. Een van zijn uitvindingen was een hulpmiddel dat een draadbreuk kon detecteren (door een loodje aan het draad dat op de grond viel na een draadbreuk) en de machine direct stopte. Het belangrijke hieraan was dat men de mogelijkheid had het probleem op te lossen en verdere kwaliteitsproblemen te voorkomen.
Laatst aangepast op zaterdag, 06 januari 2018 07:39
Lean volgens Ronald Huismans
Gepubliceerd in
Lean Six Sigma
jan
08
2018
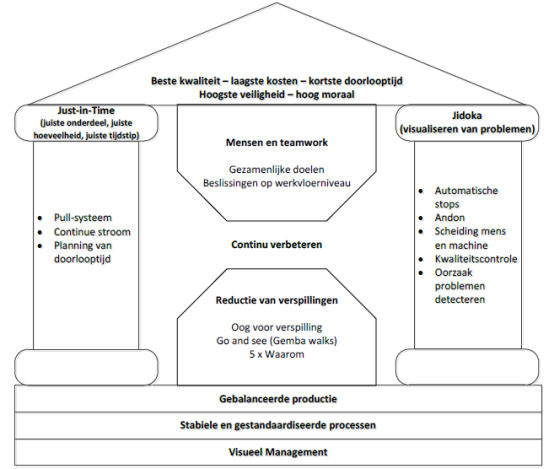
Ronald Huismans baseert in zijn afstudeerrapport zijn beschrijving van de Lean-filosofie op Jeffrey Liker's Lean huis en de - eveneens van Liker afkomstige - 14 principes:
[D]e filosofie van Lean Productie (of TPS, acroniem voor Toyota Production System) [is] oorspronkelijk ontwikkeld door autofabrikant Toyota. Het basisprincipe van dit productiesysteem is het zo in te richten dat een product op afroep geleverd wordt, maar dat er geen voorraad vereist is. Dit basisprincipe kan opgedeeld worden in vier sub-principes; (1) identificeer, en breng waarde naar de klant, verwijder alles dat geen waarde toevoegt; (2) organiseer productie in een doorgaande stroom; (3) perfectioneer het product en verzeker een betrouwbare output; en (4), streef naar perfectie, bezorg de klant op het juiste moment een product dat aan de eisen voldoet zonder hierbij een voorraad in stand te houden.
Om de gedachtegang achter de Lean filosofie te duiden wordt vaak verwezen naar “the house of Lean” opgesteld door Liker. Hierin worden de pijlers van Lean Production weergegeven als de kolommen van een huis. Bij Just-In-Time (linkerkolom) wordt overproductie voorkomen via een pullgestuurde mindset om zo voorraden te voorkomen. De rechterkolom, Jidoka, staat voor een betrouwbare en effectieve productie door het integreren van kwaliteit aan de basis binnen de processen. Beide kolommen zijn gebaseerd op, en verbonden door, visueel management. Het “house of Lean” is weergegeven in [bovenstaande] figuur. Liker baseerde zijn “House of Lean” op veertien principes.
(...)
14 principes van Liker
De Lean filosofie is door Liker (2004) gevat in 14 principes. Deze principes zijn niet specifiek voor Lean Bouwen, maar hebben betrekking op de gehele Lean filosofie.
Sectie 1: Lange termijn filosofie
Principe 1: Baseer managementbeslissingen op de lange termijn filosofie, zelfs als deze ten koste gaan van korte termijn doelen.
Sectie 2: Het juiste proces creëert de juiste resultaten
Principe 2: Creëer continue stroming in het proces om problemen aan het oppervlak te brengen Principe 3: Maak gebruik van “pull” systemen om overproductie te voorkomen Principe 4: Egaliseer werklast (werk als een schildpad, niet als een haas) Principe 5: Creëer een cultuur waarin niet langer problemen worden opgelost, zodat er meteen de juiste kwaliteit verkregen wordt. Principe 6: Gestandaardiseerde taken zijn de basis voor continue verbetering en zelfstandigheid bij werknemers. Principe 7: Maak gebruik van visuele controle zodat er geen problemen verborgen blijven. Principe 8: Maak alleen van betrouwbare, grondig geteste technologie die mensen en processen dienen.
Sectie 3: Voeg waarde toe aan de organisaties door medewerkers en partners te ontwikkelen
Principe 9: Ontwikkel leiders die doordrongen zijn van de werkzaamheden, de filosofie omarmen en het anderen aanleren. Principe 10: Ontwikkel uitzonderlijke mensen en team welke de bedrijfsfilosofie volgen. Principe 11: Respecteer het uitgebreide netwerk van partners en leveranciers door ze uit te dagen en te helpen zich te verbeteren.
Sectie 4: Continue zoeken naar de oorzaak van problemen leidt tot een lerende organisatie.
Principe 12: Zorg ervoor dat personeel dicht op operaties blijft zitten zodat de situatie volledig begrepen wordt. Principe 13: Maak beslissingen geleidelijk door consensus, grondig overwegen van alle opties; implementeer beslissingen snel. Principe 14: Wordt een lerende organisatie door onophoudelijk reflectie en continue verbetering.





 Lean Six Sigma
Lean Six Sigma