Bij het beoordelen van de procesprestaties kijk je altijd eerst naar hoe stabiel een proces is, waarbij je een regelkaart (control chart) gebruikt voor het beoordelen van de stabiliteit van het voortbrengingsproces. Bij deze beoordeling vergelijk je de procesprestaties met de regelgrenzen (control limits, controlelimieten). Om te beoordelen hoe goed het stabiele proces is, vergelijk je de procesprestaties met de specificatielimieten - ook wel de tolerantiegrenzen genoemd - die horen bij de kritieke klanteisen (CTQ's). Een proces is 'capabel' als het voldoet aan de specificaties van de klant!
Bij de vergelijking tussen procesprestaties en specificatielimieten kun je een aantal kengetallen berekenen, de zogenaamde procescapabiliteitsindices (er is eigenlijk geen goede vertaling voor de Engelse term process capability, maar ik vind 'process capability'-indices zo beroerd klinken, BS). Deze indices geven aan in welke mate het productieproces capabel is de gegeven specificatiegrenzen te garanderen.
Er zijn twee varianten van procescapabiliteitsindices: (a) indices die aangeven wat de potentiële procescapabiliteit is, vooral voor eigen gebruik, dus, en (b) (b) indices die aangeven wat de feitelijke procescapabiliteit is, en dus vooral van belang zijn voor de klant. Een belangrijke voorwaarde om de procescapabiliteitsindices te kunnen berekenen, is dat de procesprestaties normaal verdeeld moeten zijn.
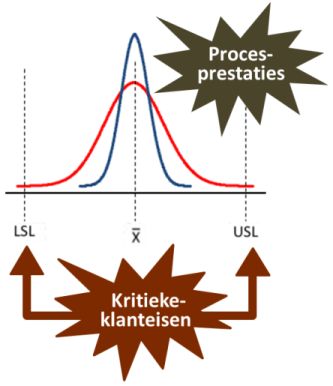
De essentie van alle procescapabiliteitsindices is dat de je de feitelijke procesprestaties 'confronteert' met de specificatielimiet(en) die horen bij de kritieke klanteisen (CTQ's). Concreet betekent dit dat je kijkt hoe de (normale) verdeling van de procesprestaties zich verhoudt tot de bovenste en/of onderste specificatielimieten. Omdat een normale verdeling wordt volledig gedefinieerd door het gemiddelde en de standaarddeviatie, zullen deze parameters - in combinatie met de specificatielimiet(en) - ook bijna altijd terugkomen in de berekening van de procescapabiliteitsindices.
In het onderstaande wordt uitgegaan van een situatie van kritieke klanteisen waarbij sprake is van een productspecificatie met een onder- en een bovengrens. In het gebied tussen de ondergrens (Lower Specification Limit, LSL) en de bovengrens (Upper Specification Limit, USL) voldoet een product aan de specificaties (lees: defectvrij). Dit gebied wordt ook wel het technische tolerantiegebied genoemd.
Cp
De procescapabiliteitsindex Cp is het kengetal dat staat voor de verhouding tussen het technische tolerantiegebied en de variatie van het proces, uitgedrukt in zes maal de spreiding. 
De Cp zegt niets over het werkelijke aantal producten dat buiten de specificatielimiet(en) vallen omdat de verdeling niet precies midden in het technische tolerantiegebied hoeft te liggen. Daarom is voor de klant de feitelijke procescapabiliteit belangrijker. De procescapabiliteitsindex die hier bij hoort is de Cpk.
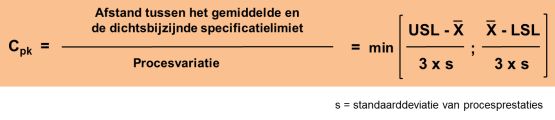
Cpk
De Cpk is het kengetal dat staat voor de verhouding tussen de afstand van het procesgemiddelde tot de dichtsbijzijnde specificatielimiet en de procesvariatie uitgedrukt in drie maal de spreiding (standaarddeviatie). Wanneer er sprake is van zowel een boven- als een ondergrens, zijn er twee afstanden tussen de specificatielimieten en het gemiddelde te berekenen. Je berekent allebei de afstanden en neemt voor het berekenen van de verhouding de laagste waarde - het minimum - van de twee afstanden.
Hét grote verschil tussen Cp en Cpk is dat Cp géén rekening houdt met de locatie ('centrering') van het proces. Cpk houdt juist wel rekening met hoe de verdeling van de procesprestaties gepositioneerd is ten opzichte van de specificatielimieten. De 'k' binnen Cpk staat voor 'katayori' dat Japans is voor afwijking of verschil. Wanneer het procesgemiddelde precies tussen de specificatielimieten ligt, zijn Cp en Cpk gelijk. Als het gemiddelde niet in het midden van het technische tolerantiegebied ligt, gaan de procescapabiliteitsindices van elkaar verschillen, waarbij Cpk altijd kleiner dan Cp. Cp is de bovengrens voor Cpk. Dit zie je duidelijk terug in de onderstaande voorbeelden:
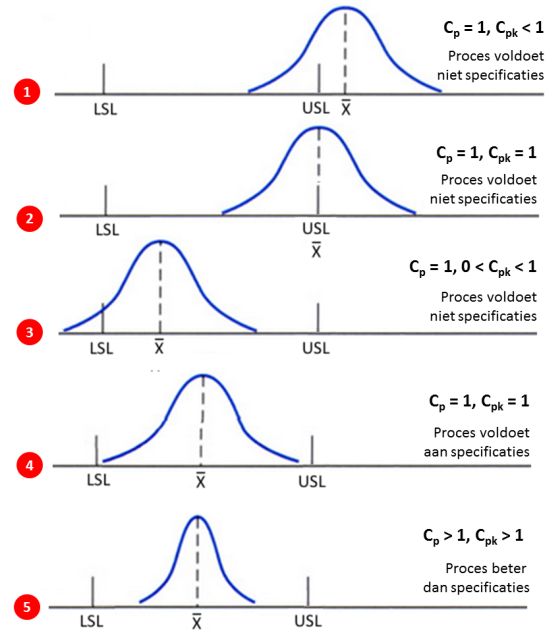
In de bovenstaande voorbeelden, is aangenomen dat bij voorbeeld (1) t/m (4) de totale tolerantiegrens (USL - LSL) dezelfde afstand heeft als zes maal de standaarddeviatie. Dat betekent dat in deze voorbeelden Cp gelijk is aan 1. Afhankelijk van de positie van het gemiddelde en de spreiding van de verdeling van de procesprestaties, verschilt de Cpk-waarde.
In het algemeen geldt, des te hoger de Cp en Cpk waarde, des te beter de procesprestaties. Een vuistregel is dat de Cp-waarde > 1,33 moet zijn.
Bij een Cpk < 1,0 vallen de procesprestaties niet binnen de specificatielimieten; de variatie van het proces valt buiten de tolerantiegrenzen. Een Cpk van 1,0 geeft aan dat de procesvariatie gecentreerd is tussen de specificatielimieten. Als geldt Cpk > 1,0 betekent dat het proces met grote zekerheid voldoet aan de specificaties. Wanneer Cpk gelijk is aan 2 is sprake van een proces op 6 sigmaniveau (3,4 DPMO).
Hieronder nog meer - iets gedetailleerdere - voorbeelden met een beoordeling van het gemiddelde en de spreiding van de procesprestaties:
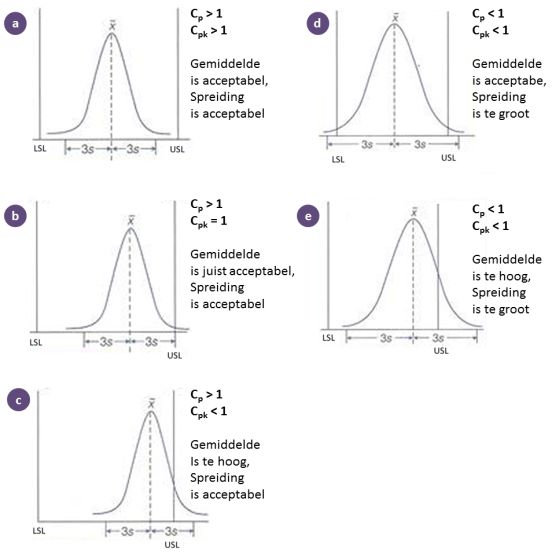
Een hoge Cp-waarde is een noodzakelijke, maar niet afdoende conditie voor een goede sigmawaarde voor een proces. Een hoge sigmawaarde is alleen mogelijk wanneer sprake is van de centrering van het proces gunstig is ten opzichte van de specificatielimieten (herkenbaar aan een goede Cpk-waarde). Om een sigmawaarde van 6 te bereiken (een 'zes Sigma-proces') moet de Cp- en Cpk-waarde gelijk zijn aan 2 (de standaarddevatie past tenminste zes keer tussen het gemiddelde en de specificatielimieten van de klant).
De Cp en Cpk geven de procescapabiliteit aan voor de korte termijn. Als het gaat om de langetermijn worden de waardes uitgedrukt als Pp en Ppk. Gezien het verschil tussen korte en lange termijn wordt bij Cp en Cpk als het gaat om de procesvariatie ook wel gesproken over de 'within variation' en gaat het bij de procesvariatie bij Pp en Ppk dus om de 'overall variation'.
Bij het berekenen van de procescapabiliteitsindices gaat het dus om het bepalen van de verhouding tussen de toelaatbare spreiding (op grond van de specificatielimieten die horen bij de kritieke klanteisen) en de werkelijke spreiding van de resultaten van een proces (procesprestaties). De werkelijke spreiding (procesvariatie) wordt hierbij uitgedrukt in termen van zes keer de standaarddeviatie (6s) en komt dus neer op het verschil tussen plus en min drie keer de de afstand van de standaarddeviatie ten opzichte van het gemiddelde. Dit komt overeen met 99,7% van de procesprestaties. De keuze voor '6s', betekent dat je de Cp ook kan beschouwen als de verhouding tussen de tolerantiegrenzen en het 99,7%-betrouwbaarheidsinterval voor de betreffende procesparameter.
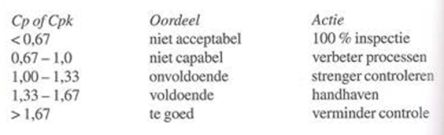
Voor het beoordelen van de procescapabiliteitsindices Cp en Cpk worden de volgende criteria gehanteerd:
Zie ook: LSS: Procescapabiliteit in de garage