In het boek Statistiek - Een inleiding voor het hoger onderwijs, James T McClave, P.George Benson, Terry Sincich beschrijven James T. McClave, P. George Benson & Terry Sincich hoe statistische procesbeheersing ingezet kan worden voor het verbeteren van processen:
![]()
Regelkaarten zijn grafische hulpmiddelen die gebruikt worden om procesvariatie te volgen, en om aan te geven wanneer er actie moet worden ondernomen om het proces te verbeteren, en voor het helpen opsporen van de oorzaken van procesvariatie.
De juiste methode voor het beschrijven van de variatie in de procesuitvoer is een tijdreeksgrafiek. Hierin zetten we de relevante meetwaarden uit tegen de tijd of in de volgorde waarin de metingen zijn verricht. Als je gegevens moet analyseren die in de loop van de tijd zijn verkregen, moet je eerste reactie altijd zijn om ze in een grafiek uit te zetten. Het menselijk oog is een van onze gevoeligste statistische instrumenten. Maak gebruik van die gevoeligheid door een grafiek te maken van de gegevens en je oog naar patronen te laten zoeken.
(..)
Om het visuele onderzoek van een tijdreeksgrafiek te vergemakkelijken, beveelt Roberts aan de grafiek op twee manieren te bewerken. Bereken (of schat) ten eerste het gemiddelde van de verzameling van vijftig [metingen] en trek een horizontale lijn in de grafiek, ter hoogte van dit gemiddelde. Deze centrale lijn (of hartelijn) biedt je een referentie bij het zoeken naar patronen in de gegevens. Verbind in de tweede plaats elk van de punten in de grafiek met rechte lijnen in de volgorde waarin ze zijn geproduceerd. Dit maakt de volgorde van de metingen duidelijker.
(...)
Als we proberen procesvariatie te beschrijven en de oorzaken daarvan te achterhalen, kan het helpen om de reeks meetwaarden van de uitvoervariabele (bijvoorbeeld gewicht, lengte, aantal defecten) te beschouwen alsof deze op de volgende manier zijn gegenereerd:
-
Op elk willekeurig tijdstip kan de relevante uitvoervariabele worden beschreven door een bepaalde kansverdeling. Deze verdeling beschrijft de mogelijke waarden die de variabele kan aannemen en de kansen dat deze waarden voorkomen.
-
De waarde van de uitvoervariabele op een bepaald tijdstip kan worden opgevat als te zijn gerealiseerd volgens de verdeling in punt 1. (Anders gezegd: de waarde kan worden opgevat als de uitkomst van een aselecte steekproef van n = 1 element uit een populatie waarvan de verdeling gelijk is aan die van punt 1).
-
Die verdeling kan in de loop van de tijd veranderen. Om het eenvoudig te houden karakteriseren we deze veranderingen met drie types: de verwachting (de plaats) van de verdeling kan veranderen; de variantie (de spreiding) van de verdeling kan veranderen, of beide.
Als de verdeling van een uitvoervariabele in de loop van de tijd verandert, noemen we dit in het algemeen een verandering in het proces. Dus als de verwachting naar een hoger niveau verschuift, zeggen we dat de procesverwachting is verschoven. Daarom noemen we de verdeling van de uitvoervariabele soms gewoon de verdeling van het proces of de uitvoerverdeling van het proces.
(...)
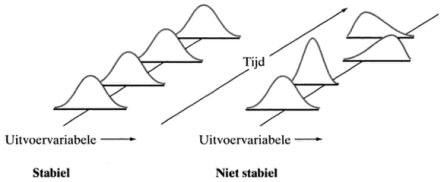
[Als] de verdeling van de uitvoervariabele in de loop van de tijd verandert, zeggen we dat het proces niet stabiel is. We formaliseren het begrip stabiliteit in de volgende definitie:
Een proces waarvan de uitvoerverdeling niet met de tijd verandert, noemen we statistisch stabiel (in het Engels: in control) of kortweg stabiel. Als deze verdeling wél verandert, zeggen we dat het proces niet stabiel (in het Engels: out of control) is.
(...)
Als een proces stabiel is en blijft, zal het zich in de toekomst net zo gedragen als in het verleden. Daardoor is het proces voorspelbaar, in de zin dat de uitvoer ervan binnen bepaalde grenzen zal blijven. Dit geldt niet voor een proces dat niet stabiel is.
(...)
[Bij] processen die niet stabiel zijn heb je geen idee hoe het toekomstige patroon van het proces eruit zou kunnen zien. Je weet gewoon niet wat je van het proces kunt verwachten. Daardoor loopt een bedrijf dat processen gebruikt die niet stabiel zijn het risico: (1) dat er producten en diensten van mindere kwaliteit worden geleverd aan de interne klanten (mensen binnen de organisatie die de uitvoer van de processen gebruiken) en (2) dat er producten en diensten van mindere kwaliteit aan externe klanten worden verkocht. Kortom, het bedrijf loopt het risico zijn klanten te verliezen en het voortbestaan van het bedrijf komt in gevaar.
Een fundamenteel doel van procesbeheersing is het opsporen van processen die niet stabiel zijn en actie ondernemen om ze stabiel te maken en ze stabiel te houden. De reeks activiteiten die wordt ondernomen om dit doel te bereiken, wordt statische procesbeheersing genoemd.
Het proces van het volgen en wegnemen van variatie om een proces stabiel te houden of een proces stabiel te maken wordt statistische procesbeheersing (statistical process control: SPC) genoemd.
We zeggen dat variatie in processen die stabiel zijn, het gevolg zijn van gewone oorzaken van variatie.
Gewone oorzaken van variatie zijn de methoden, materialen, machines, mensen en de omgeving die samen een proces vormen en de invoer voor het proces. Gewone oorzaken hangen dus samen met het ontwerp van het proces. Gewone oorzaken beïnvloeden alle uitvoer van het proces en kunnen iedereen die aan het proces deelneemt, beïnvloeden.
De totale variatie van een proces dat stabiel is, is het gevolg van vele gewone oorzaken, waarvan de meest de uitvoer van het proces slechts in zeer geringe mate beïnvloeden. In het algemeen kan echter gewoon oorzaak elke eenheid van de uitvoer van het proces beïnvloeden.
(...)
Omdat gewone oorzaken in feite inherent zijn aan het proces, wordt de variatie ten gevolg van de gewone oorzaken ezien als representatief voor waar het proces toe in staat is. Als de variatie te groot is (dat wil zeggen de kwaliteit van de uitvoer varieert te veel), moet het proces opnieuw ontworpen (of gewijzigd) worden om één van de gewone oorzaken van variatie weg te nemen. Omdat het opnieuw ontwerpen van het proces de verantwoordelijkheid is van het management, is het wegnemen van gewone oorzaken van variatie typisch de verantwoordelijkheid van het management, en niet die van de medewerkers.
Processen die niet stabiel zijn, vertonen variatie die het gevolg is van zowel gewone oorzaken als van bijzondere oorzaken van variatie.
Bijzondere oorzaken van variatie (ook wel aanwijsbare oorzaken) zijn gebeurtenissen of acties die geen onderdeel vormen van het productontwerp. In het algemeen gaat het om voorbijgaande gebeurtenissen die alleen plaatselijk voor een korte periode operaties binnen het proces beïnvloeden (bijv. één enkele medewerker, machine of partij materialen). Soms echter kunnen zulke gebeurtenissen een permanent of terugkerend effect op het proces hebben.
Voorbeelden van bijzondere oorzaken van variatie zijn een medewerker die per ongeluk een machine verkeerd instelt, iemand die tijdens het werk ziek wordt en blijft doorwerken, een machine die ontregelt raakt en een onoplettende leverancier die een partij materialen van mindere kwaliteit voor het proces levert.
(...)
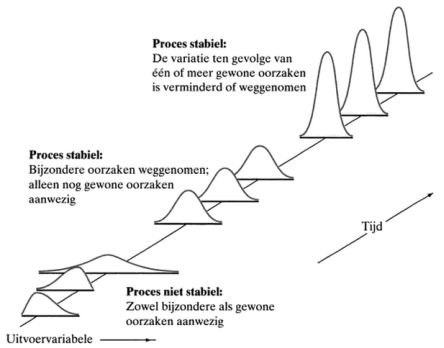
Het is belangrijk om te beseffen dat de meeste processen niet vanzelf stabiel zijn. Zoals Deming opmerkt: "Stabiliteit is zelden een natuurlijke toestand. Het is iets wat bereikt moet worden, het resultaat van het één op één wegnemn van bijzondere ororzaken (...) waarbij alleen de toevallige variatie van een stabiel proces overblijft."
Procesverbetering vereist eerst de vaststelling, diagnose en verwijdering van bijzondere oorzaken van variatie. Door het wegnemen van alle bijzondere oorzaken wordt het proces stabiel gemaakt. Verdere verbetering van het proces vereist dan de vaststelling, diagnose en verwijdering van gewone oorzaken van variatie.
Bron: Statistiek - Een inleiding voor het hoger onderwijs, James T McClave, P.George Benson, Terry Sincich