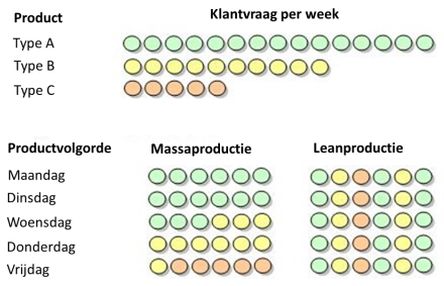
Lean stelt dat als werk ongelijkmatig instroomt (mura), mensen overbelast raken (muri). Ze moeten dan voortdurend veranderen van tempo, waardoor het werk zich dan weer opstapelt, en er dan weer weinig te doen is. Deze manier van werken ontstaat als de productie wordt afgestemd op de variabele klantvraag. Voor het realiseren van flow, is het zaak de productie te versoepelen door het werk gelijkmatig te laten instromen.
'Heijunka' is de Japanse term voor ‘het gladstrijken en op niveau brengen”. Heijunka is een methode waarbij de producten of onderdelen die gemaakt moeten worden (de product-mix) gebalanceerd worden. Over een periode worden producten in balans geproduceerd. Dit wil zeggen dat moeilijke en makkelijke producten elkaar afwisselen. De zwaarte wordt zo verspreid. Zelfs al zit er geen spreiding in de zwaarte van orders dan wel producten, dan nog biedt het veel voordelen om de producten gemixed te produceren. Dit is een duidelijk verschil tussen massaproductie. Door het toepassen van het Heijunka principe kan alles geproduceerd worden met de batchgrootte van 1.
Heijunka kan bereikt worden door de klantvraag te analyseren en de verwerking daarvan op grond van de analyse te reguleren. Door Heijunka goed te kunnen toepassen, dienen omsteltijden aangepast te worden. Dit zorgt gelijk voor verkorting van de doorlooptijd. Daarnaast kan het onderhandenwerk verlaagd worden doordat 'one-piece flow' mogelijk wordt.
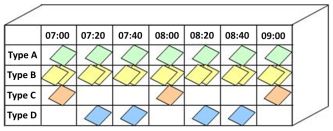
Een Heijunka-box is een fysieke box waarin Kanban-kaarten liggen. De kaarten worden zo verdeeld dat de productie gebalanceerd is. De kaarten worden verspreid naar de afdelingen die de aantallen moeten produceren. De box is ingedeeld in verschillende vakken. Elke horizontale rij staat voor het product- of onderdeeltype. Elke verticale kolom staat voor een tijdsinterval. Binnen dit interval moeten de Kanban-kaarten gepakt en geproduceerd worden. In dit geval is het tijdsinterval 20 minuten. Elke 20 minuten worden de kaarten uit het vak gehaald en naar de productieprocessen gebracht.
In het voorbeeld van hieronder zijn de kaarten verdeeld over de vakken. Type A heeft een takttijd van 20 minuten. Type B heeft een takkttijd van 10 minuten. Er liggen dus twee kaarten in elk vak. Type C en D delen een werkstation. De takttijd van elk is 20 minuten. De verhouding C:D is 1:2. Er wordt eerst 1 C gemaakt en daarna 2 x D.
Bron: http://www.leanent.nl/heijunka en http://www.leanent.nl/heijunka-box