Lean implementeren volgens Thijs Platenkamp
Gepubliceerd in
Lean Six Sigma
Thijs Platenkamp geeft in zijn bachelorscriptie een aantal aandachtspunten bij het implementeren van Lean:

Er zijn meerdere redenen waarom een implementatie van Lean technieken niet is gegaan zoals verwacht. Nordin et al. (2012) geeft een samenvatting van een achttal mogelijke barrières die een succesvolle implementatie in de weg staan. De eerste barrière is dat het bedrijf het concept en het doel van Lean niet in zijn totaliteit begrijpt. Daarnaast kan het zijn dat de beschikbaarheid van tijd, expertise en financiën een succesvolle implementatie in de weg kunnen staan. Culturele verschillen en een gebrek aan duidelijke communicatie zijn de derde en de vierde barrières. De vijfde barrière is dat er een gebrek is aan support vanuit het management. De zesde barrière is dat er een gebrek aan interesse en commitment is wat betreft Lean. De laatste twee barrières zijn de bedrijfscultuur en het gebrek aan de continue evaluatie van de verbeterinitiatieven.
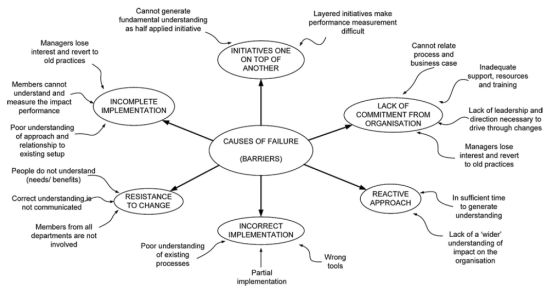
Hicks et al. (2010) geven nog vijf andere barrières, met haar oorzaken, die een Lean implementatie in de weg kunnen staan. Deze staan weergegeven in Figuur 2-8.
(...)
Pekuri et al. (2015) stellen dat er vijf bouwstenen voor het implementeren van Lean verbeterinitiatieven zijn. Deze vijf bouwstenen zijn leiderschap, competentie, mensen, vertrouwen en motivatie. De vijf bouwstenen worden nu nader verklaard. De managers moeten toegewijd zijn om een voorbeeld te leveren om daardoor anderen mee te krijgen. Daarnaast moeten managers genoeg resources aanbieden voor een verbeterinitiatief. Ook moeten de mensen die in een Lean team zitten competent zijn en moet een team bestaan uit werknemers vanuit verschillende disciplines. Het is van belang dat de neuzen van ieder teamlid dezelfde kant op staan. Teven is het van belang dat de werknemers gemotiveerd zijn om de transformatie te laten slagen en dat men vertrouwen heeft in de uitkomst van de transformatie. Er zijn altijd mensen die terughoudend zijn wanneer het aankomt tot veranderingen. Deze mensen moeten gemotiveerd worden om toch een omslag te maken qua denken.
(...)
Onder alle succesvolle veranderingsmanagement programma's liggen de 4 C's (Bicheno & Holweg, 2016). Dit moet te allen tijde in acht worden genomen. Wanneer het management zich kan houden aan deze vier ‘eenvoudige’ concepten, is volgens Bicheno et al. (2016) een succesvolle Lean implementatie halverwege. Deze vier concepten zijn:
- Commitment: het management moet het juiste voorbeeld geven dat een verandering serieus en langdurig is.
- Communicatie: de communicatie met de werknemers door de gehele organisatie moet duidelijk en frequent zijn om zoveel mogelijk onzekerheid te verdrijven.
- Coproductie: een verandering kan nooit succesvol zijn, als het geïmplementeerd is door één persoon. Diegenen die met de verandering moeten werken moeten minimaal het idee hebben dat ernaar ze geluisterd wordt. De verleiding is groot voor de betrokkenen om terug te gaan naar de oude manier van werken, als ze niet worden betrokken.
- Consistentie: het is van belang dat de werknemers begrijpen dat het doorvoeren van veranderingen niet een rage is dat uiteindelijk weer zal passeren. Daarnaast moeten veranderingen door de gehele organisatie op dezelfde manier geïmplementeerd worden zodat geen onenigheid zal ontstaan.
Bron: Het vergroten van de output van Product A bij Bedrijf X, Thijs Platenkamp
Laatst aangepast op dinsdag, 26 december 2017 20:47
Lean volgens Scienta
Gepubliceerd in
Lean Six Sigma

Scienta geeft in haar whitepaper "Kwaliteit van iedereen -tips en tricks voor meer draagvlak" een mooie samenvatting van Lean en Lean leiderschap:
Wat is Lean?
Lean gaat uit van vijf principes: waarde, waardestroom,
flow, pull en perfectie. Waarde zegt iets over de mate waarin klanten tijd of geld over hebben voor een product of dienst. Organisaties die aan de slag gaan met Lean, moeten daarom goed weten welke waarde ze toevoegen aan het leven van hun klanten. En welke activiteiten voegen wel waarde toe, welke niet? Is dit besef goed verankerd in een organisatie, dan ontstaat in het primaire proces een ‘waardestroom’. Daarin wordt collectief waarde aan het product of de dienst toegevoegd.
Een ander principe is flow. Flow wil zeggen dat het proces gelijkmatig en gebalanceerd verloopt. Flow is te vergelijken met een rivier die zonder hinder van rotsblokken of dammen haar weg vervolgt. Dat betekent ook het elimineren van verspillingen; dat wat geen waarde toevoegt.
In de Lean-filosofie ‘trekt’ de vraag van de klant als het ware de processen door de organisatie. Dit wordt ‘pull’ genoemd en staat voor het produceren op basis van klant-vraag. Deze zienswijze stimuleert dat het proces regelmatig en gestandaardiseerd verloopt. Want perfect presteren in het leveren van waarde, met alleen waardevolle activiteiten en zonder verspilling: dat is het voornaamste doel van Lean. Uitgangspunt is dat de klantwaarde altijd hoger kan en dat elk proces dus altijd beter kan. Daarbij geldt ook: verbeteren gebeurt in de hele organisatie.
En Lean cultuur
Lean organisaties gaan niet alleen slim om met hun processen, ze onderscheiden zich op nóg een vlak. In een Lean cultuur staat leiderschap hoog in het vaandel. Leiderschap betekent in een Lean organisatie overigens niét dat leiders boven de rest van de medewerkers staan. Integendeel: leiders bevinden zich het grootste deel van hun tijd op de werkvloer (‘Gemba’ in Lean-termen). Problemen worden opgelost op de werkvloer, niet achter een bureau. Managers managen ‘by wandering around’ zodat ze verspilling kunnen signaleren. Als offertes te laat worden verstuurd, gaat een manager samen met de afdeling of de medewerker achter hun bureau zitten. De verspilling die ze signaleren is niet ‘de schuld’ van een medewerker, maar van een verkeerd ingericht proces.
Lean gaat niet uit van grote veranderprojecten waarin alles radicaal anders gaat. Een hulpmiddel bij Lean is Kaizen, wat staat voor veranderen (kai) ten goede (zen). Kaizen wordt gebruikt om (standaard)processen continu te verbeteren. Een kenmerk van Kaizen is het cyclische verloop, in kleine stappen. Een makkelijke manier om hiermee te beginnen is door te starten met het verbeteren van het best presterende proces. Waar bent u als organisatie nu heel erg goed in? En hoe kunt u dat nog beter maken? Doordat dit vrijwel altijd quickwins zijn, blijft de motivatie aan-wezig om ook slecht presterende processen aan te pakken.
Bron: Kwaliteit van iedereen -tips en tricks voor meer draagvlak, Whitepaper van Scienta
Laatst aangepast op woensdag, 20 december 2017 19:59
Dagstarts volgens Allard Droste
Gepubliceerd in
Lean Six Sigma

Vergaderen is er niet meer bij. Elke dag is er wel een dagstart van circa tien minuten met het hele bedrijf. Er worden dan vier vragen beantwoord, zei Allard Droste: Wat ging er gisteren goed? Wat ging er fout? Wat moeten we vandaag doen? Wat zou er mis kunnen gaan vandaag?
Bron: Allard Droste: professioneel dromer
Laatst aangepast op donderdag, 07 december 2017 19:37
Dagstarts volgens Bert Teeuwen
Gepubliceerd in
Lean Six Sigma

Bert Teeuwen beschrijft in zijn boek Dagstarts en Hoshin Kanri - Continu Leren en Verbeteren in de juiste richting met Dagstarts en Hoshin Kanri het Lean-instrument van de dagstart:
Een dagstart is een dagelijkse korte bespreking van het team over het werk. In een dagstart kijken we terug naar de vorige werkdag, met vragen als: hoe is het gegaan? Wat hebben we gerealiseerd? Wat waren de belemmeringen en obstakels? En de teamleden kijken vooruit naar de dag die voor hen ligt of nog verder de week in: wat hebben we te doen (wat is de planning)? Welke bijzonderheden zijn er?
Kenmerken van dagstarts
- Een kort gesprek (10 à 15 minuten),
- Op een vast tijdstip,
- Volgens een vaste agendag,
- Waarbij de deelnemers staan,
- Bij een dagstartbord met gevisualiseere informatie over bijvoorbeeld de voortgang van het werk,
- En met prestatie-indicatoren,
- Waarbij een procesbegeleider het gesprek begeleidt,
- En er ruimte is voor ieders inbreng.
Het gaat allemaal over de korte termijn. De prestaties en problemen van de vorige ploeg of de vorige dag, en vooruitkijken naar de komende ploeg of dag.
(...)
Continu leren en verbeteren
Kernachtig kun je zeggen dat de bedoeling van dagstarts het faciliteren van elke dag continu leren en verbeteren is. Het is het centrum van waaruit het continu leren en verbeteren wordt gecoördineerd. Van daaruit starten herstelacties, verbeteracties, standaardisaties, experimenten, enzovoort. En de uitkomsten en resultaten van al die activiteiten komen er ook weer terug. Het is een hulpmiddel om elke dag (of elke week) het gesprek te hebben over de prestaties van het team, de problemen en obstakels die ze ondervinden en over het continu verbeteren van de prestaties. De sleutel tot het leren in organisaties is het samen ontdekken van problemen en die analyseren en oplossen.
De bedoeling van dagstarts:
- De werkstroom (de taken beheersen). Of, nog breder:
- Het proces - de waardestroom - beheersen en verbeteren.
- Focus hebben op de juiste zaken, op de strategische richting.
- De cohesie in een team verbeteren.
- En, misschien wel het voornaamste: elke dag continu collectief leren en verbeteren.
Dagstarts zijn een belangrijke sleutel voor het succesvol uitvoeren van het strategische plan. Daar vindt de prestatiedialoog plaats over de prestatie-indicatoren en de verbeterdoelen. Die wijzen allemaal in de dezelfde richting: de strategische richting. Zo wordt de strategie ook het gesprek van de dag.
(...)
Een belangrijke bedoeling van de dagstarts is het ontwikkelen van die collectieve kennis door continu samen te leren en te verbeteren.
(...)
Hoewel er allerlei hybride vormen zijn van dagstarts, kun je zeggen dat er dagstarts (en weekstarts) zijn voor:
- De werkstroombeheersing van aantallen producten, taken en handelingen. Meestal een afstemming in functionele teams op de werkvloer.
- De prestatiedialoog om de processen of ketens te beheersen en verbeteren. Over de functionele teams heen of zelfs met alle ketenpartners erin vertegenwoordigt.
- De beheersing, bijsturing en verbetering van het strategische proces. Een weekstart voor de directie en het management voor de besturing van de hele organisatie.
Bedenk dat als je een dagstart wilt beginnen, er mogelijk al in een of meer regulieren vergaderingen over het werk of het proces gesproken wordt. Neem dan dat gesprek over in de dagstart, of vervang het hele overleg door de dagstart.
(...)
Voor wie
De dagstart is er voor de teamleden. Het is zeker niet de bedoeling van dagstarts om vooral de leidinggevenden te informeren. Dan wordt het al gauw een verantwoordingsgesprek. ... Elk teamlid doet mee aan de dagstart, anders is het verhaal onvolledig en bereikt het bovendien onvoldoende het doel van teamontwikkeling en collectief leren. Houd goed in het oog dat een dag- of weekstart voor iedere deelnemer relevant moet zijn. Deelnemers die niet verantwoordelijk zijn voor een van de besproken prestatie-indicatoren of over wiens taken het gesprek niet gaat, zullen niet actief meedoen. In het algemeen kun je zeggen dat de deelnemers aan een dagstart een gemeenschappelijke taak en verantwoordelijkheid delen, dat ze invloed op elkaars werk hebben en elkaar nodig hebben. Als dat er niet is, zal het geen goede prestatiedialoog worden en zal hun actieve deelname minimaal blijven.
(...)
Waar
De beste plek voor een dagstart is op de werkplek zelf. De plek waar het werk gedaan wordt, waar de waardestroom is. Dan hoeft niemand naar een vergaderruimte te wandelen en kan het dagstartbord in het zicht op de afdeling blijven staan. Gedurende de werkdag kan iedereen dan de informatie lezen en iets toevoegen aan dat bord, zodat het actueel is op het moment dat de dagstart begint. Tenzij de omgeving te lawaaiig is.
(...)
Dagstarten gebeurt staand. Als iedereen gaat zitten krijgt het de vorm en energie van een vergadering. Ze gaan er met een bakje koffie eens goed voor zitten en uiteindelijk duurt het allemaal langer om hetzelfde resultaat te halen. Staan geeft een overleg dynamiek. Er is meer ruimte voor expressie en de non-verbale communicatie is beter te zien.
(...)
De kern van elke dagstart is de dialoog. De letterlijke betekenis van het woord dialoog is een gesprek tussen twee of meer mensen. Het is een samenstelling van de Griekse woorden dia (door) en logos (woord, taal of rede). Een prestatiedialoog is in essentie een gesprek over de prestaties. Wat je daarvoor nodig hebt is een of meer indicatoren die een gemeten prestatie laten zien, en een vaste route waarlangs het gesprek over die prestaties loopt.
Elke prestatiedialoog volgt een vast patroon, een vaste routine, namelijk de Plan-Do-Check-Act-cyclus. [William Edwards Deming vond dat de term Check lijkt op controleren. Het woord wekt de suggestie dat je alleen maar hoeft te beoordelen of het probleem nu weg is en het doel gehaald. Ook heeft Check in het Engels als tweede betekenis in toom houden. Wat Deming betreft is Check het bestuderen van alle effecten van oplossingen, ook de (mogelijke onverwachte en ongewenste) bijeffecten. Om daarvan te leren. Deming stelde voor om van PDCA de PDSA-cyclus te maken, waarin de S staat voor Study: bestudeer de effecten en leer daarvan. Tevergeefs. Vrijwel iedereen gebruikt PDCA. En dat is prima, zolang je de brede betekenis van Check toepast zoals Deming die voor ogen had.
(...)
Voor een prestatiedialoog heb je prestatie-indicatoren nodig. Dat zijn meetpunten die een indicatie geven hoe goed het gaat met het proces, het werk en de kwaliteit van de producten. Teams gebruiken de meetwaarden die de prestaties weergeven om te beoordelen of het proces en hun werk goed loopt of bijsturing nodig heeft. Ook laten prestatie-indicatoren zien of ingezette verbeteracties de gewenste effecten geven.
Bron: Dagstarts en Hoshin Kanri - Continu Leren en Verbeteren in de juiste richting met Dagstarts en Hoshin Kanri, Bert Teeuwen
Laatst aangepast op maandag, 28 januari 2019 20:34
Proceseigenaarschap volgens Bert Teeuwen
Gepubliceerd in
Lean Six Sigma
Bert Teeuwen beschrijft in zijn boek Dagstarts en Hoshin Kanri - Continu Leren en Verbeteren in de juiste richting met Dagstarts en Hoshin Kanri het belang van het proceseigenaar- of waardestroomeigenaarschap:
Proceseigenaar
Vaak is de waardestroom opgeknipt in stukken en is elk stuk ondergebracht bij een afdeling. Elke afdeling heeft een manager. Samen zijn de afdelingsmanagers verantwoordelijk voor de totale waardestroom. De hoogste leidinggevende is eindverantwoordelijk voor het totaal. Maar deze staat nog verder af van de praktijk van alle dag dan de managers. Deze situatie kan tot rivaliteit en zelfs conflicten leiden tussen de managers over wat goed is voor de waardestroom. Of tot solitair handelen, doordat elke manager zich op zijn eigen procesdeel richt en die gaat sub-optimaliseren. Het is waarschijnlijk dat de totale waardestroom daar niet beter van wordt.
Het is aan te bevelen om één manager verantwoordelijk te maken voor de hele waardestroom, de proceseigenaar of waardestroom-eigenaar. In het bedrijfsleven is zo'n proceseigenaar een bekend fenomeen. Daar heet het de supply-chain director of de value chain manager. Deze proceseigenaar is verantwoordelijk voor de gehele waardestroom van deur tot deur, en heeft ook de bevoegdheden die daarbij horen. Hij gaat over de mensen en de middelen. Deze persoon weegt de belangen van de afdelingsmanagers af tegen de belangen van de waardestroom. In de dag- of weekstart zien zij elkaar en bespreken de prestaties, de problemen en obstakels en de verbetervoorstellen. In die gezamenlijke prestatiedialoog moeten zij uit situaties zien te komen van botsende belangen en hun gezamenlijke opdracht realiseren om de waardestroom te verbeteren.
Een wat gematigder variant is de proceseigenaar als primus inter pares in het managementteam. Een van hen is de proceseigenaar, de andere MT-leden zijn manager van een afdeling, elk verantwoordelijk voor een procesdeel. Deze proceseigenaar gaat niet over de mensen en de middelen van de afdelingen, maar is wel verantwoordelijk voor de kwaliteit van de hele waardestroom. Wel verantwoordelijk, maar met beperkte bevoegdheden. Deze variant is gangbaar in de publieke sector. Uiteraard is het zo lastiger om in de prestatiedialoog in het MT tot consensus te komen over wat er verbeterd moet worden en over het schuiven met capaciteit. Als de afdelingsmanager wordt aangesproken op eventuele overschrijdingen van zijn afdelingsbudget, zal dat van invloed zijn op zijn medewerking aan de beheersing van de totale waardestroom. 'De totale waardestroom? Dat is niet mijn verantwoordelijkheid, maar die van de proceseigenaar.'
Als een MT niet goed functioneert is de proceseigenaar de enige die het totale proces als zijn verantwoordelijkheid ziet. De andere MT-leden zien zichzelf als vertegenwoordiger van hun afdeling in het MT. Kenmerkend is dat als zo'n managementteam de totale waardestroom in een blokkendiagram tekent, ze hun afdelingsnamen in de blokken schrijven, in plaats van de taken(bundels). Als de functionerings- en beoordelingsgesprekken van de directeur met zijn managers over vooral de afdelingsprestaties gaat, zal een overall-verantwoordelijkheid over de totale waardestroom ver weg zijn en de besturing daarvan niet goed van de grond komen. Je krijgt wat je beloont. Afdelingsprestaties waarderen en belonen, geeft afdelingsgericht verbeteren.
Bron: Dagstarts en Hoshin Kanri - Continu Leren en Verbeteren in de juiste richting met Dagstarts en Hoshin Kanri, Bert Teeuwen
Bewaren
Laatst aangepast op vrijdag, 13 april 2018 19:16
Selecteer/prioriteer alternatieven met een PICK-diagram
Gepubliceerd in
Lean Six Sigma
Een PICK-matrix is een hulpmiddel voor het selecteren van de beste oplossing(en).
Bij het genereren van oplossingen staat creativiteit centraal. Omdat de beschikbare capaciteit voor het realiseren van oplossingen vaak beperkt zal zijn, is het zinvol om een slimme selectie te maken.
In de PICK-matrix categoriseer je oplossingen op basis van de impact en de benodigde inspanning (en daarmee de haalbaarheid). Voor elk verbeteridee dat bedacht is bij één of meer (gevalideerde) grondoorzaken, beantwoord je twee vragen:
(1) Hoe groot is de impact van het verbeterinitiatief op het gewenste resultaat (Y)?
Je zoekt vooral oplossingen die de oorzaak van het probleem zo veel mogelijk wegnemen.
(2) Hoe eenvoudig is het verbeterinitiatief te realiseren?
De mate waarin de oplossing al dan niet makkelijk te implementeren is, kun je zien als de 'inspanning' die nodig is.
In de matrix worden zowel de impact als de inspanning gebruikt als dimensies.
Beide vragen kun je laten scoren op een 1-10-schaal om de prioritering zo objectief mogelijk te maken.
Zodra de oplossingen gewaardeerd zijn, kun je deze plotten in de PICK-matrix. Hierbij is de positie géén wiskundige nauwkeurigheid, maar gaat het vooral om de relatieve waardering door de verschillende verbeterinitiatieven vooral ten opzichte van elkaar te positioneren.
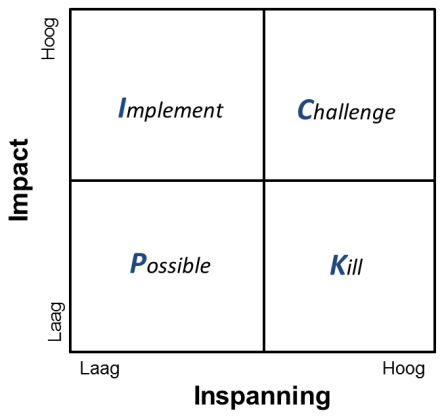
De PICK-matrix bestaat uit vier kwadranten, met de genoemde assen 'impact' (op de y-as) en 'inspanning' (op de x-as). Door elk verbeterinitiatief op een Post-it te schrijven en deze in op basis van de toegekende waardering in de matrix te plotten, ontstaat inzicht in welke verbeteringen het meest hout snijden.
De term 'PICK' is een acroniem voor de vier namen die horen bij de kwadranten van de matrix.
Possible
Het kwadrant dat zich linksonderin de matrix bevindt, bevat de verbetervoorstellen die zogenaamde 'quick wins' vormen: ze ook al hebben ze niet een grote impact op de oplossing van het probleem, ze zijn toch interessant omdat ze eenvoudig te implementeren zijn.
Implement
Het kwadrant bevat de verbeterinitiatieven die relatief eenvoudig te implementeren zijn en in belangrijke mate het probleem oplossen. Het gaat om de meest kansrijke verbeterinitiatieven, waarmee je dan ook als eerste aan de slag wilt gaan.
Challenge
Het rechtsboven-kwadrant die zeker interessant zijn gezien hun bijdrage aan het oplossen van het probleem, maar waarbij wel geldt dat het gaat om oplossingen die veel moeite kosten om te realiseren. Het zijn vaak wel oplossingen waarmee je een doorbraak kunt forceren, maar het kan slim zijn om eerst met de verbeteringen in het linksboven-kwadrant ('Implement') te beginnen.
Kill
Zoals de naam van het kwadrant al doet vermoeden, gaat het hier om de minst interessantste oplossingen. Het gaat om oplossingen die relatief weinig impact hebben, maar die wel veel moeite kosten.
Bron: Theorieboek Lean Six Sigma - upgrade to BlackBelt (deel 2), Marco A.M. Koet
Laatst aangepast op donderdag, 23 november 2017 20:53
Strategy deployment volgens Bert Teeuwen
Gepubliceerd in
Lean Six Sigma

Bert Teeuwen beschrijft in zijn boek Dagstarts en Hoshin Kanri - Continu Leren en Verbeteren in de juiste richting met Dagstarts en Hoshin Kanri hoe idealiter een organisatie een systeem vormt van strategische doelen en onderliggende doelstellingen die samen een logisch geheel vormen. Verbeteracties op de werkvloer ten gunste van een lokale doelstelling geeft een reactie op het hoogste niveau: "als het onderin niet beweegt, zal het bovenin ook niet bewegen:
Strategy deployment - verknoopte doelen
Organisaties zijn doorgaans opgedeeld in meerdere hiërarchische lagen. De directie vormt de toplaag, daaronder hangen de afdelingen met hun respectievelijke managers en onder elke afdeling hangen dan weer teams. De hiërarchie is duidelijk: de directieleden geven leiding aan de afdelingsmanagers, die op hun beurt leiding geven aan de teamleiders, die dan weer leidinggeven aan de medewerkers. Er is ook een hiërarchie in doelen. De doelen van teams en afdelingen dragen, als het goed is, bij aan de hoger liggende doelen van de directie en dus aan de strategische richting van de hele organisatie. Je kunt ook zeggen dat een team dat zijn doelen haalt, voor de afdeling waar het bij hoort een middel is om op zijn beurt de doelen te halen. Wat voor een team een resultaat-kpi met een doelstelling is, draagt bij aan een proces-kpi op afdelingsniveau. Of nog beter op waardestroom-niveau.
In de ideale situatie zijn alle doelen over alle lagen van de organisatie met elkaar verbonden. Alsof het een samenhangend oorzaak-en-gevolg-diagram is. Als een cascade van doelen. Zo van: als ons team een bepaalde doelstelling haalt, zal het gevolg daarvan zijn, dat we de afdeling waar wij bij horen op weg helpen om ook haar doelen te halen en nog verder: waardoor de hele organisatie ook een stapje verder komt.
(...)
De doelenmatrix van de directie is richtgevend. Alle onderliggende doelen in de afdelingsdoelen-matrices moeten daaraan te linken zijn. Sterker nog, de keuze welke doelstellingen verbeterd moeten worden en welke niet, zullen een logisch verband met elkaar moeten hebben. Het zou vreemd zijn als in de doelenmatrix op het hoogste niveau een bepaalde kpi verbeterd moet worden, terwijl de daaraan gekoppelde kpi's van de afdelings-doelenmatrices geen verbeterinspanning vereisen.
(...)
Met de strategische X-matrix maak je de links zichtbaar tussen de doelen uit de organisatiedoelenmatrix en die uit de doelenmatrices van de afdelingen of waardestromen. ... De strategische X-matrix toont namelijk de koppelingen tussen de strategische doelen, de jaardoelstellingen van de organisatie en de doelstellingen van de afdelingen.
Bron: Dagstarts en Hoshin Kanri - Continu Leren en Verbeteren in de juiste richting met Dagstarts en Hoshin Kanri, Bert Teeuwen
Laatst aangepast op donderdag, 26 oktober 2017 06:01
Lean volgens Aishi Toyoda
Gepubliceerd in
Lean Six Sigma
Bert Teeuwen beschrijft in zijn boek Dagstarts en Hoshin Kanri - Continu Leren en Verbeteren in de juiste richting met Dagstarts en Hoshin Kanri wat volgens Aishi Toyoda de basisprincipes van Lean zijn:
De stem van de klant en van het proces
Toen Aishi Toyoda gevraagd werd wat de basisprincipes van het Toyota Productie Systeem (wat anderen Lean noemen) zijn, kwam hij met de volgende drie:
-
De klant staat centraal: creëer maximaal waarde voor de klant en elimineer de verspillingen.
-
Met respect voor ieders vakmanschap en tijd, en.
-
We streven naar perfectie, maar daar wachten we niet op: verbeteren doen we stap voor stap.
Om de klant centraal te kunnen stellen, moet je wel weten wat die klant precies wil. Je kunt wel deneken dat je in je organisatie de klant (burger, patiënt) centraal stelt, maar voelt die dat zelf zo? Het is belangrijk om te luisteren naar de stem van het proces (Voice of the Process) zodat je proces goed begrijpt en kunt beheersen. Maar dat alleen is onvoldoend. Het is zelfs gevaarlijk om het proces centraal te stellen.
In de woorden van William Edwards Deming: "De klant is het belangrijkste deel van het process."
Luister naar de stem van de klant (Voice of the Customer). Vraag aan klanten wat zij als waardevol ervaren. Welke waarde willen ze gecreëerd zien? Wanneer je dat weet, kun je de processen en alle verbeteractiviteiten daarop richten. Ontwikkel dan een set van prestatie-indicatoren die weergeven of de organisatie in de ogen van de klant succesvol is in het waarde creëren. En hou daar regelmatig een prestatiedialoog over.
Bron: Dagstarts en Hoshin Kanri - Continu Leren en Verbeteren in de juiste richting met Dagstarts en Hoshin Kanri, Bert Teeuwen
Laatst aangepast op donderdag, 26 oktober 2017 06:02
Processen volgens Roger Tregear
Gepubliceerd in
Lean Six Sigma
Laatst aangepast op zaterdag, 04 november 2017 19:16
Gegevens ordenen volgens Stephan de Laat
Gepubliceerd in
Lean Six Sigma
In het boek Daadkrachtig verbeteren beschrijft Stephan de Laat een aantal basale technieken voor het ordenen van gegevens:
Het ordenen van gegevens
Door gegevens te ordenen, wordt de informatie die erin schuilt zichtbaar. U kunt er makkelijk conclusies uit trekken. Veelal zijn gegevens in chronologische volgorde genoteerd. Als u historisch cijfermateriaal raadpleegt, kan een zogenaamde trendbreuk een waardevol gegeven zijn. Een trendbreuk kan bijvoorbeeld een ploselinge verbetering of verslechtering in de omzet aantonen, of een verandering in het klachtenpatroon aangeven. Ordening naar een ander kenmerk, bijvoorbeeld naar medewerkers, kan tot andere conclusies leiden.
(...)
De meest gebruikelijke methode en technieken zijn runcharts, turfstaten, histogrammen of staafdiagrammen. Dit zijn informatieve en krachtige hulpmiddelen om goed inzicht te krijgen en ordening aan te brengen.
Runcharts
Van de aanwezige data kunnen we het beste de volgorde bewaren, dat wil zeggen dat we zowel de tijdvolgorde als de getalswaarde vasthouden. Die gegevens en de kennis van de problematiek kunnen we heel betekenisvol weergeven in de runchart, voor wat voor waarnemingen dan ook: meningen, voorvallen over schrijdingen van levertijden, verkeerde producten, klachten of ongevallen. Wel met inachtneming van de volgende instructie:
- Het betreft waarnemingen in tijdvolgorde
- We bekijken altijd minstens twintig waarnemingen
- We maken er een grafiek van
- In de grafiek komt de tijd op x-as (liggende as) en de waarneming op de y-as
- De waarnemingen liggen rond een middenlijn. Voor de middenlijn kiezen we de Mediaan (Me). We zetten de waarnemingen eerst in oplopende volgorde. De Mediaan is de middelste waarneming.
- Teken alle metingen of waarnemingen als een puntje of kruisje in de grafiek
- Vermeld wijzigingen en opmerkingen onder of naast de runchart
Wat is een run?
Een run is een serie opeenvolgende grafiekpunten aan een zijde van de middenlijn. Voor die middenlijn neemt u de Mediaan, de middelste waarde van alle punten als ze in oplopende volgorde zijn gezet. ... In een runchart wordt al gauw het verloop van de situatie/aandoening zichtbaar, onder voorwaarde natuurlijk dat een goede indicator is gekozen. Hiermee is het een krachtig hulpmiddel om kleine veranderingen zichtbaar te maken.
Aan het patroon van de runs kunt u een trend of periodiciteit (een bepaald terugkerend patroon) in de data herkennen. Of u herkent mogelijk een verschuiving van de ligging.
(...)
Het eerste wat u zou kunnen opvallen is dat het patroon er ongewoon uitziet, maar wat is 'ongewoon'? Om dat minder van de persoonlijke voorkeur af te laten hangen, zijn er een aantal analyseregels die dat in één oogopslag verhelderen. Namelijk de trendanalyse, de stapverstoring, een vast herhalend patroon of het aantal 'runs' in de runchart (de grafiek).
Hier zijn vier eenvoudige analyseregels voor runcharts. Als een van deze regels van toepassing is, dan kunt u op basis van statische berekeningen besluiten dat iets opmerkelijks is gebeurd.
(1) Trend: zeven dalende of zeven stijgende punten achter elkaar
(2) Stapverstoring: acht punten of acht punten boven de middenlijn
(3) Te veel of te weinig runs
(4) Herhalend patroon: bijvoorbeeld telkens twee metingen achterelkaar omhoog en dan eenmaal omlaag
Turfstaten
Door turfstaten te maken, kunt u gegevens meteen ordelijk opschrijven. Voor dat u gegevens verzamelt, kunt u al bepalen wat voor soort gegevens u wilt hebben, en bij wie, waar en wanneer ze kunnen worden verkregen. Deze categorieën zet u op papier. Tijdens het waarnemingsproces hoeft u dan alleen nog maar te turven. Het voordel van deze methode is duidelijk: u weet precies waar u naar moet kijken. De verzamelde gegevens worden meteen gekwantificeerd.
Soms geeft het tellen van fouten een verkeerd beeld. De ene fout kan ernstiger zijn dan de andere. In zo'n geval kunt u 'weegfactoren' toekennen, eventueel in overleg met een deskundige. Ernstige fouten krijgen een hogere weegfactor mee dan minder ernstige. Vervolgens vermenigvuldigt u per categorie het totaal aantal fouten met de weegfactor.
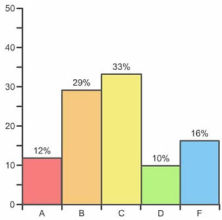
Histogram en staafdiagram
De frequentie van een waarnemingsuitkomst kunt u weergeven in een histogram of in een staafdiagram. In één oogopslag zijn de resultaten te overzien. Zo'n plaatje kan bijvoorbeeld tijdens de presentatie heel verhelderend werken Er bestaan veel computerprogramma's die in een oogwenk cijfermateriaal in een histogram of een zogenaamde Barchart kunnen omzetten.
Bron: Daadkrachtig verbeteren, Stephan de Laat
Laatst aangepast op donderdag, 26 oktober 2017 05:59
|