De gewoonte om jezelf herhaaldelijk de waarom-vraag te stellen zodra je op een probleem stuit. Op die manier kom je verder dan die zichtbare symptomen en krijg je de fundamentele oorzaken van een probleem boven water.
Taiichi Ohno illustreert in zijn boek Toyota Production System (1988) de werking van de vijf waaroms aan de hand van dit voorbeeld over een machine die niet meer werkt:
(1) Waarom werkt de machine niet meer? Hij was te vol geladen en er is een zekering gesprongen.
(2) Waarom was de machine te vol geladen? De lager was niet goed gesmeerd.
(3) Waarom was de lager niet goed gesmeerd? De smeerpomp deed het niet goed.
(4) Waarom deed de smeerpomp het niet goed? De schacht van de pomp was versleten en rammelde.
(5) Waarom was de schacht versleten? Er zat geen filter aan, waardoor er metalen deeltjes in zijn gekomen.
Managers die zich niet meerdere keren de waarom-vraag stellen, vervangen alleen de zekering of de pomp, waarna de fout opnieuw optreedt. Het aantal vijf is willekeurig gekozen. Het gaat er meer om dat je blijft vragen totdat je bij het werkelijke probleem komt en dat kunt oplossen.
De verbeter-Kata is een verbeterroutine binnen Toyota om het continu verbeteren vorm te geven. 'Kata' is een term uit de Japanse zelfverdedigingskunt karate, en staat voor een 'vorm', een individuele stijloefening met een reeks vastgelegde bewegingen. Het idee van de verbeter-Kata is dat vooral gedragsroutines - ofwel de zachte culturele kant van Lean en niet zozeer de harde verbetertechnieken - het structurele succes van Lean bepalen. In en Kata wordt eerst de verbeteruitdaging bepaald, vervolgens wordt de huidige situatie geanalyseerd (current-state) waarna een doeltoestand (future-state) wordt bepaald en een route om stapsgewijs de doeltoestand te bereiken. De verbeter-Kata bevat een systematische en iteratieve routineom van de huidige toestand in de doeltoestand te komen (vanuit het perspectief van het verbeterteam).
Een verbeter-Kata is een eenvoudige verbeterroutine met vier stappen:
Begrijp de richting (ook wel het 'Ware Noorden' of 'True North' genoemd).
Begrijp de huidige toestand (Current Condition).
Stel de volgende doeltoestand vast (Next Target Condition).
Verbeter richting de doeltoestand door stapsgewijs de obstakels naar de volgende doeltoestand weg te nemen (PDCA).
Laatst aangepast op vrijdag, 25 januari 2019 16:58
Leading & lagging indicatoren volgens Tracey Richardson
Gepubliceerd in
Lean Six Sigma
jan
24
2019
Volgens Tracey Richardson kunnen kritische prestatie indicatoren verdeeld worden in twee categorieën:
Volgende indicator (lagging indicator): resultaat-georiënteerde prestatie-indicator die pas inzichten geeft als dingen als gebeurt zijn. Ze zijn historisch van aard, in de zin dat ze vaak een reactie zijn op iets dat al heeft plaatsgevonden in een proces, misschien zelfs al maanden geleden.
Leidende indicator (leading indicators: prestatie-indicator die direct het proces volgt. Deze indicator geeft een real-time indicatie dát er sprake is van een afwijking van de standaard (out of standard) of dat je niet hebt wat nodig is, wanneer het nodig is om een product/dienst of output te leveren. Het mooie van leidende (proces-georiënteerde) indicatoren is dat het nog maanden kan duren voordat je in de rapportage ziet hoe je het doet, je het al weet op het moment dat het mis gaat.
Business enterprise is not a phenomenon of nature but one of society. In a social situation, however, events are not distributed according to a ‘normal distribution’ of a natural universe ... In a social situation a very small number of events at one extreme—the first 10 percent to 20 percent at most—account for 90 percent of all results; whereas the great majority of the events accounts for 10 percent or so of the results.
This is true in the marketplace: A handful of large customers out of many thousands produce the bulk of orders; a handful of products out of hundreds of items in the line produce the bulk of the volume; and so on.
It is true of sales efforts: A few sales people out of several hundred always produce two-thirds of all new business. It is true in the plant: A handful of production runs account for most of the tonnage.
It is true in research: The same few people in the laboratory are apt to produce nearly all the important innovations.
It holds true for practically all personnel problems: The bulk of grievances always comes from one group of employees (for example, from the older, married women or from the clean-up people on the night shift), as does the great bulk of absenteeism, of turnover, of suggestions under a suggestion system and accidents.
Laatst aangepast op vrijdag, 18 januari 2019 21:02
Grondoorzakenanalyse (root cause analysis) volgens Durward K. Sobek & Art Smalley
Gepubliceerd in
Lean Six Sigma
jan
18
2019
Art Smalley en Durward K. Sobek II beschrijven in hun boek Understanding A3 Thinking het belang van een goede en grondige grondoorzaken-analyse (Root-Cause Analysis) binnen de A3-methode:
Root-Cause Analysis
The author of an A3 Report should continu the investigation of the current condition until he or she uncovers the root cause of the problem symptoms identified in the current condition diagram. Failing to address the deeply rooted seed of the problem means it will likely recur. The common technique for root-cause analysis is the 5 Why's methode. Using this deductive technique, the problem-solver simply asks a why question approximately five times in series, each time probing the next level of causality. Experience has shown that stopping at two or three whys usually means that the inquiry has not gone deep enough. Finding the root cause may also entail some experimentation. In other cases, an Ishikawa or fishbone diagram might be usefull to determine some of the potential root causes.
...
Toyota practioners have learned that rarely is the first insight correct and is almost never the ultimate cause of the problem. Thus problem solvers must develop the discipline of going beyond the superficial level.
(...)
In practice, real problems often have multiple causes or have causes that are well hidden and cannot be deduced up front using the 5 Why's method. Thus, experimentation may be required to establish cause-and-effect relationships.
(...)
Regardless of the techniques used to determine the root cause, the goal of the root-cause analysis section is to show either through logical deduction or experimentation that cause and effect have been established. Most problem-solving efforts fall incredibly short of this goal. Problem-sovling teams we have observed often list items that are perceived to be problems without establishing any basic level of proof, or they list items that are easy or popular.This is not acceptable in A3 thinking. Either a cause-and-effect relationship should be established or a structured set of experiments performed to test for cause and effect. Otherwise the problem-solver is just guessing at the issues and practicing a form of the "ready, fire, aim" school of problem solving.
(...)
Here are some items to consider in drafting the root-cause analysis section:
Be sure to show the root cause of the problem(s) identified in the current state.
Separate symptoms and opinions from cause and effect determination.
Consider what techniques are most useful for explaining root-cause insight: 5 Why's, Fishbone analysis? Other?
Identify what tests might need to be performed in order to establish some level of certainty pertaining to cause and effect.
Summarize the main findings of the root-cause analysis, visually, if possible.
Laatst aangepast op donderdag, 17 januari 2019 20:27
A3-methode volgens Durward K. Sobek & Art Smalley
Gepubliceerd in
Lean Six Sigma
jan
17
2019
Art Smalley en Durward K. Sobek II beschrijven in hun boek Understanding A3 Thinking de stappen die nodig zijn voor 'praktische probleemoplossing' (practical problem solving):
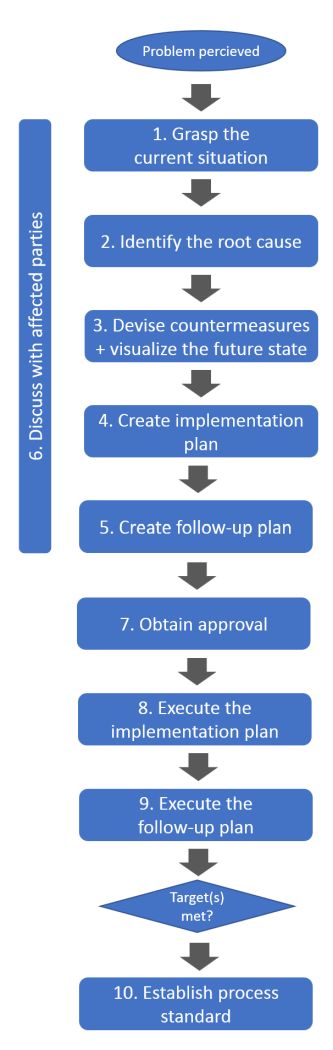
We have distilled a general process for approaching problems that occur during the course of work, based on our observations and research on Toyota. The same basic process is followed for proposals to take advantage of opportunities. The process appears serial, but in fact it tends to be iterative in nature, as steps are repeated as needed to remedy any shortcomings or adress concerns that arise at a later stage. ... The first seven steps represent the Plan step of the PDCA cycle. After proprosal, the team immediately enters the Do step, followed by the Check step. If results are satisfactory, the new change becomes standard operating procedure, completing the Act step of PDCA; otherwise, the whole process begins anew, as indicated by the dashed loop-back arrow.
(1) Grasping the current situation
The problem-solving step that perhaps most distinguishes Toyota from any other company is the first step of the problem-solving cycle: grasping the current situation. What Toyota means by this phrase is gaining a thorough understanding of the process or system that gave rise to the problem, in the context where the problem occurred. The context is critical because, frequently, the key to resolving a problem is in a detail that no one has yet noticed (for if anyone had, the problem would have been prevented).
(...)
In that vein, then, the problem-solver must clarify the problem. The most common first step at Toyota is to travel physically to the actual location (the genba) where the problem occurred, and observe the situation firsthand. It also means talking with the people involved to find out exactly where the problem occured, when, and under what conditions. Clarifying the problem further involves finding out why the problem is a problem; that is, what should be happening that is not, or what is not happening what should be?
(...)
Going to the genba to observe and to understand is an effective way to verify and update a personal's mental image of how the system works, making it more accurate to reality.
(...)
Once the problem-solver feels he or she has a sufficient grasp of the situation, he or she should draw a picture or diagram to illustrate the current situation, process, or system and the problem(s) observed; or, if the situation is not amenable to pictorial representation, describe it in narrative form. The problem-solver can then share this documentation with others involved in or affected by the problem to confirm the accuracy of the picture and/or to add or modify to incorporate new information.
(2) Identifying the root cause
At the point of cause, it is usually fairly straightforwar to identify the direct cause of the problem. What is the immediate thing that is happening (or not happening) that is creating the problem? This should be confirmed through additional observation or experimentation, as it would be highly unproductive to implement a countermeasure that does not address the problem.
However the most obvious cause is rarerely the root cause. So the problem-solver continues the investigation until a root cause is found, one that if taken care of, would eliminate all future occurences of the problem. A common method for investigating root causes is the five why approach. The problem-oslver asks, "Why is this problem occurring?" Upon answering it, he or she will have identified a cause to the observed effect. The problem-solver then asks the question again, this time turning the cause into an effect, to identify a deeper cause. The problem-solver continiues this inquiry until recurrence can be prevented by addressing that cause. When completed, the problem-solver has a clear and coherent cause-effect chain that demonstrates an in-depth understanding of the problem in context, noting how the root cause is linked to the observed phenomenon. The cause-effect chain should be shared with others to verify that it is probable and reasonable.
In other cases, however, the root cause cannot be deduced from the five-whys technique, and structured tests or experiments are used to eliminate possible causes.
(...)
(3) Devising countermeasures and visualizing the future state
Once the root cause(s) have been identified, the problem-solver can then begin to brainstorm specific changes to the current system that address the root cause(s). Toyota calls these specific changes countermeasures. Often, the countermeasures will be suggested during the course of understanding the current situation and investigating the root cause. The countermeasures should be designed to prevent recurrence of the problem.
(...)
(4) Creating an implementation plan
In some organizations, great ideas bubble to the surface only to languish because no clear path to implementation has been laid out. Or great ideas fail to realize their potential because the implemenation, rather than the idea, is flawed. So creating an implementation plan is part of a rigourous problem-solving process.
(...)
(5) Creating a follow-up plan
A rigourous problem-solving methodology should include a plan for how the actual results will be verified against predicted outcomes. Similar to the implementation plan, the precise activivities are made explicit along with the person responsible for making such each action happens, and dates for when those activities will occur. Allthough this sounds simple, it is most often not conducted at all.
(...)
(6) Discuss with affected parties
Discussing one's learnings and ideas with those affected by the change occurs throughout the Plan phase. Even with those continuous discussions, it is fruitful to approach those individuals again with the whole picture, from diagram of the current situation and diagnosis of root cause through implementation and follow-up plans, to ensure as much alignment as possible.
(...)
(7) Obtaining approval
At Toyota any change must receive approval before it is allowed. At first glance, such a rul may seem overly bureaucratic, but i actually plays a critical role in the success of the management system once you understand what the approval step represents. First, and perhaps most importantly, the approval step is an explicit mentoring opportunity. Usually the approval must be obtained from one's manager (or manager's manager). This gives the managar the opportunity to mentor the problem-solver, enhance his or her investigative and deductive reasoning skills, help build communication and social networking abilities, and challenge the rigor of the A3 approach. A3 reports actually make mentoring an easier and more accesible task because they make the report author's thought processes visible. Once thes thought processes are visible, the mentor can encourage the strong aspects and attempts to shore up the weak aspects.
Second, the approval check ensures the rigor and objectivity of the process, and the depth of the understanding obtained. Did the investigator visit the genba?Does the root cause make sense? Do the countermeasures adress root causes? Is the implementation plan realistic? Is the follow-up plan substantive? Did the problem-solver talk with the right people? Are all the right people agreeable to the proposed change?
(...)
(8) & (9) Executing the implementation and follow-up plans
Upon approval, the implementation plan is executed. To Toyota people, it is critical that the implementation plan be executed according to plan, at least to the extent possible. This is important to separate the effects of the countermeasures and implementation, and to incrementally improve planning skills.
Following implementation, or at times concurrent with implementation, the problem-solving teams execute the follow-up plan to determine whether the change produced the predicted effects. Pending these results, two courses of action are possible. If the results are satisfactory, the new change is established as the standard process and result are dissemnated to other groups that may have similar situations. The perspective here is that the implementation is (to the extent possible) an experiment. If it does not work out, then you return to the old system until you find something better. If the results are not satisfactory, the team engages in an abbreviated problem-solving process to discover why the results were not satisfactory and to take corrective action.
Laatst aangepast op maandag, 14 januari 2019 07:03
De wendbaarheidsillusie volgens Gunther Verheyen
Gepubliceerd in
Lean Six Sigma
jan
15
2019
Gunther Verheyen waarschuwt op zijn blog voor het risico van de 'wendbaarheidsillusie'. Het filmpje is een aanrader, maar hieronder een aantal quotes die er voor mij uitsprongen:
Organizations often ignore the learnings, the lessons, falling, getting back up, that it goes back and forth.
It's a difficult road. And a lot of organizations seem to want to avoid the difficult road. And by doing that they create an illusion of agility.
(...)
It is not a transformation if it doesn't change how you actually work.
It is not a transformation if it just adds work on top of what you already do.
(...)
It is not an Agile transformation if it doesn't simplify how you work.
Reboot and try the simplest thing that might possibly work.
(...)
More Agile teams does not make a more Agile organization.
(...)
Agility is a path requiring vision, belief, persistence and… hard work.
As problem solvers and change agents, it was critical that we followed a standard procedure when we made changes so that all those affected would be on the same page. Getting everybody to understand and internalize a common approach to problem solving was therefore central ... This involved, essentially, coaching and teaching by example through actions that aligned with the PDCA mindset and supported the True North of the company.
Usually, the problems encountered in the workplace were small and could be addressed on the spot through a simplified version of PDCA thinking. Sometimes, however, a change would affect multiple stakeholders, which meant that a number of people had to understand the proposed change and provide input and support. To accomplish this, we had a standard process for documenting the change process so that everybody affected could be on the same page.
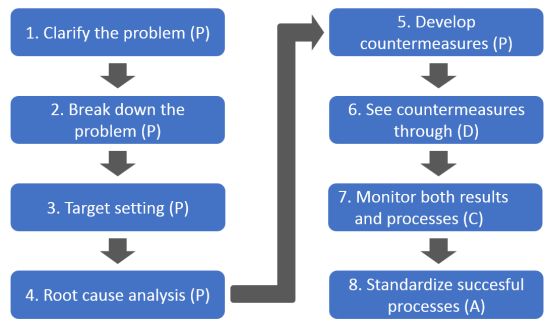
The method we used is called A3, named for the double-sized, 11x17 (inch, BS) sheet that the report is usually presented on. The A3 method follows the eight-step problem-solving process we used internally, which was closely modeled on PDCA. The eight steps expand on the PDCA principle, creating a powerful sequence of actions that ensure that the scientific discipline behind PDCA is properly maintained throughout. The eight steps prescripe certain actions, but more important, they reflect a way of thinking that is central to the realization of Toyota's values.
(...)
Today, the eight steps are taught as follows, showing the corresponding PDCA steps.
Clarify the problem (P).
Break down the problem (P).
Target setting (P).
Root cause analysis (P).
Develop countermeasures (P).
See countermeasures through (D).
Monitor both results and processes (C).
Standardize succesful processes (A).
As we follow the eight steps through the PDCA cyucle, we use A3 to create a document that others can see and understand easily. This form of "standardized storytelling" is key within any culture practicing PDCA thinking and can be a powerful tool to engage and empower leaders as well as the front lines. The A3 cuts across all functional silos and can become the common language for succesful Lean transformation. I like to call this "Lean communication", or a "5S of information", enabling you to share your thinking with others. People don't need to know everything you did to get there, just the key points that show the logic of the steps and the meaning behind them.
The steps show just how much thime we spent planning. My trainer once said that if there was a project that took 12 months, we would spend 9 months planning and 3 months implementing. He jokingly said other companies usually did the opposite - planned for 3 months and had a very frustrating 9-month implementation wiht a lot of rework. The trainers encouraged us to always invest in planning and following the process. This can be often be the determining factor in whether or not a project adds value to the organization.
(...)
The main goal for A3s, therefore, was to "share wisdom" (the thinking of others) in order to develop people with a common lens.... Perhaps the most important aspect [is] the thinking behind the paper, not the A3 paper itself, that is most important. The written A3 can never be the result of just filling out a form - by filling the squares, we are effectively verifying the thinking, and that we have asked the approriate questions of ourselves and our coworkers in the process, and shown due respect to all of the people involved, regardless of their role or function in the organization.