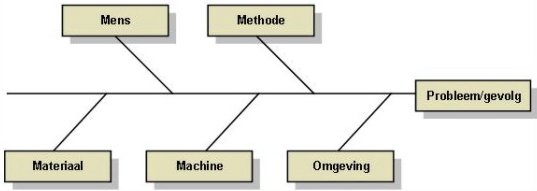
In het boek Kwaliteitsmanagement beschrijft Ron Emmerik het Lean-instrument van het visgraatdiagram:
![]()
Analyse-instrumenten
Na de Define- en de Measure-fase te hebben doorlopen, is het mogeijk een goede inschatting te maken van het huidige prestatieniveau van een proces, een afdeling of een organisatie. Als de huidige prestatieniveau van een proces, een afdeling of een organisatie. Als de huidige prestatie van het proces bekend is, worden de verbeterdoelstellingen geformuleerd. Dit heten bij Six Sigma de 'stretched goals'. Ze worden zodanig geformuleerd dat het onmogelijk is de resultaten te behalen met harder werken. Dat is namelijk niet de bedoeling: het project moet leiden tot een slimmere (effectievere en efficiëntere) manier van werken.
Na deze eerste twee fasen ... volgt de Analysefase waarin naar de oorzaken wordt gezocht van de huidige problemen. ... Voor de Analysefase bespreken we de volgende ... instrumenten:
(1) 5 x waarom methode
(2) Visgraat- of Ishikawadiagram
Ad (1) 5 x waarom methode
Bij de 5 x Waarom-methode wordt steeds de waaromvraag gesteld, waardoor een dieper inzicht ontstaat in de werking van het proces. Door waaromvragen te stellen wordt namelijk op een steeds dieper niveau nagedacht over wat er in het proces allemaal een rol speelt, waarom activiteiten niet goed werken, waarom iets 'altijd' misgaat en wat de basismechanismen van het proces zijn. Dit biedt inzicht in de echte oorzaak van een probleem. Het stellen van waaromvragen geeft ook de mogelijkheid om als vanzelfsprekend beschouwde zaken weer bespreekbaar te maken. Pas de 5 x waarom-methode toe bij verschillende medewerkers.
- Formuleer op een begrijpelijke wijze het probleem door de vraag te stellen 'Waarom gebeurt dit?'
- Stel de waaromvraag nogmaals op basis van het eerste antwoord.
- Herhaal de waaromvraag daarna nog driemaal op basis van de gegeven antwoorden totdat de echte oorzaak boven water is gekomen
Ad (2) Visgraat- of Ishikawadiagram
Het visgraatdiagram, naar de bedenker ervan ook wel het Ishikawadiagram genoemd, wordt veel toegepast om de samenhang te achterhalen van de oorzaken van problemen. Als een kwaliteitsverbeteringproject zich in de Analysefase bevindt, betekent dit dat mogelijke oorzaken van een bepaald verschijnsel kunnen worden achterhaald en dat er vervolgens een hoofdoorzaak wordt vastgesteld. In de uitvoeringsfase kunnen oplossingen worden geanalyseerd door na te gaan welke oorzaken uit de weg kunnen worden geruimd.
Het diagram wordt veel gebruikt bij het ontleden van het probleem om de dieper liggende oorzaken te achterhalen. Die worden vervolgens vanuit verschillende invalshoeken geïnventariseerd en geanalyseerd. Het kan bijvoorbeeld gaan om de aspecten Medewerkers, Methoden, Machines, Materiaal, Management (maar het mogen ook andere aspecten zijn).
- Medewerkers: alle aspecten met betrekking tot medewerkers, zoals motivatie, training, activiteiten, werkbelasting, zorgvuldigheid, ziekteverzuim, discipline, betrokkenheid en onderlinge communicatie.
- Methoden: alle voorgeschreven richtlijnen, handelingen en procedures, voorlichting en training, de wijze van communicatie et cetera.
- Machines: alle in het productieproces gebruikte machines en middelen, hun mate van betrouwbaarheid, het aantal storingen, de oorzaak van storingen et cetera.
- Materiaal:alle grondstoffen, materialen en halffabrikaten die bewerkt of verwerkt moeten worden tot een eindproduct, hun kwaliteit, beschikbaarheid et cetera.
- Management: bijv. de stijl van leidinggeven, de doelstellingen van het management en de haalbaarheid daarvan, de betrokkenheid van het management, de vorm en de mate van toezicht et cetera.
Stappenplan voor het opstellen van een Ishikawadiagram
(1) Eerst wordt het probleem benoemd. Dit is in de Define-fase gebeurd, maar hierover dient wel overeensteming te worden bereikt tussen alle deelnemers. Het probleem moet iedereen helder voor ogen staan. Het gaat bijvoorbeeld om een kortere productiedoorlooptijd, stijgende klantontevredenheid, een stijgend kostenniveau, factoren van medewerkersontevredenheid et cetera.
(2) Het probleem wordt op de middelste lijn aan de rechterkant van de pijl kort beschreven.
(3) Vervolgens wordt vastgesteld welke hoofdgroepen van belang zijn. Een keuze kan worden gemaakt uit verschillende categorieën, zoals Medewerkers, Methoden, Machines, Materiaal, Management, Milieu of Meetkunde. Het kan ook gaan om de vier P's: Procedures, Persons, Policy, Place (werkplek), of om de 4 S'en: Systems, Skills, Suppliers en Surroundings (omgeving). De verschillende hoofdgroepen vormen vervolgens de zijtakken van het diagram.
(4) Het diagram wordt op een whiteboard getekend of op grote vellen papier.
(5) Aan alle deelnemers wordt gevraagd om zo veel mogelijk oorzaken op geeltjes te schrijven en die vervolgens op één van de zijtakken te plakken. Soms is het noodzakelijk een tweede diagram te maken waarop alle oorzaken per zijtak worden genoteerd.
(6) Per zijtak wordt een verdere inventarisatie gemaakt van mogelijk bij elkaar horende oorzaken. Hierdoor ontstaan subgroepen.
(7) Aan de medewerkers wordt vervolgens gevraagd een relatie te leggen tussen de problemen die bij de verschillende hoofdgroepen zijn aangegeven. Zo ontstaat inzicht in de samenhang tussen de verschillende oorzaken. Een stijgend ziekteverzuim (Medewerkers) kan bijvoorbeeld veroorzaakt zijn door slechte motivatie (Medewerkers). Dit kan veroorzaakt zijn door een slecht functionerende chef (Management). Een tekort aan medewerkers leidt weer tot meer invalkrachten die matig functioneren (Medewerkers). En dit kan veroorzaakt zijn door een slechte instructie (Methoden).
(8) Een notulist vat tot slot de conclusie schriftelijk samen.
Bron: Kwaliteitsmanagement, Ron Emmerik