X-matrix volgens Karl Scotland
Gepubliceerd in
Lean Six Sigma
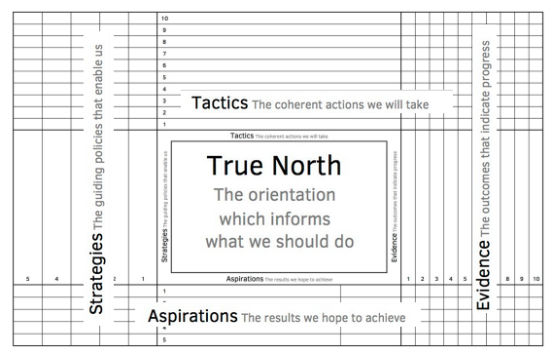
Karl Scotland beschrijft op zijn website in het artikel What is an X-Matrix? het Lean-instrument van de X-matrix. Scotland ziet een X-matrix als een template die gebruikt wordt voor het visualiseren van de afstemming van het Ware Noorden (true north), Aspiraties (aspirations), Strategie (strategies), tactieken (tactics) en bewijs (evidence) op één vel - meestal van A3-formaat - papier.
(1) True North: meer een richting en visie dan een bestemming of future state. Beslissingen moeten je in de richting brengen van het Ware Noorden.
(2) Aspirations: de resultaten van wat we hopen te bereiken. Het zijn geen doelen, maar ze geven de omvang van de ambitie en de uitdagingen weer die voor ons liggen.
(3) Strategies: het leidende beleid die je in staat stellen de aspiraties waar te maken.
(4) Tactics: coherente acties die je zult ondernemn. De hypothesen die je gaat testen en het werk wat gedaan gaat worden om de strategieën te implementeren in de vorm van experimenten.
(5) Evidence: de uitkomsten (outcomes) die aangeven in welke mate je vooruitgang boekt. Dit zijn de leading indicators die snelle en frequent feedback geven op óf de tactics je helpen om de aspiraties waar te maken.
De afstemming van deze elementen zie je terug in de X-matrix, waarbij er vier matrices in de hoeken van de template zichtbaar zijn. Door de hoeken van deze matrices te verbinden ontstaat de vorm van een X. Elk van de cellen in de matrices geven de samenhang aan tussen 2 elementen van de X-matrix.

Completing an X-Matrix is a collaborative process of co-creation and clarification to get everyone literally on the same page about the work that needs to be done to succeed. Used to its full potential, the X-Matrix can become a central piece in Strategy Deployment, helping to guide discussions and decisions about what changes to make, why to make them, and how to assess them.
Bron: What is an X-Matrix? Karl Scotland, 4 september 2017
Bewaren
Laatst aangepast op zondag, 06 januari 2019 13:35
Continu verbeteren volgens Luc Chalment
Gepubliceerd in
Lean Six Sigma

In het boek Wij zijn Toyota niet - Iedereen op weg naar Lean Agility beschrijft Luc Chalmet wat hij verstaat onder continu verbeteren als automatisme:
Fundamenten van continu verbeteren in Lean
Het hart van Lean klopt op de maat van continu verbetering: Kaizen.
Verbeteren is gericht op het evolueren naar doelstellingen die in lijn liggen met de visie van je organisatie. En die visie gaat altijd over dienstverlening aan klanten, over baten voor de belanghebbenden van de organisatie en over overleven. In de context van Lean zijn klanten bij voorkeur de eindconsumenten, de kopers van onze producten en diensten. (...) Verbeteren betekent telkens een stap vooruit zetten zodat de uiteindelijke dienstverlening beter wordt voor die klanten of belanghebbenden.
Continu verbeteren betekent voortdurend, zonder ophouden, steeds opnieuw bezig zijn om de meerwaarde voor klanten te verhogen. Het is een ingesteldheid, een gemoedstoestand, een 'state of mind' voor de gehele organisatie. De organisatie omvat alle medewerkers inclusief leidinggevenden, alle mensen die er samen dagelijks voor zorgen dat die meerwaarde van de dienstverlening naar de klanten toe zich voortdurend realiseert. Het zijn alle medewerker en leidinggevenden samen die continu moeten begaan zijn met het voortdurend verbeteren van de waardetoevoeging.
Het hart van Lean klopt op de maat van Kaizen; een gezonde hartslag is niet te traag en niet te snel. Te snel zou betekenen dat het hart te hard moet pompen en dus overbelast geraakt. Een ongetrainde organisatie te hard stuwen naar verbetering maakt ze kortademig, met medewerkers die met stress en angst de dagtaken aanpakken. Te traag betekent dat de verbeteringen maar sporadisch komen, weinig zichbaar zijn, beperkt zijn en nauwelijks of geen motiverende feedback van klanten genereren.
Continu verbeteren zou moeten ingebakken zijn in alle medewerkers en leidinggevenden van een organisatie, elk op hun eigen manier in hun eigen context.
In een Lean-organisatie reagern werknemers automatisch op afwijkingen van 'de standaard', waarbij deze standaard de tot dan toe best gekende methode is om hun werk uit te voeren. Als standaard wordt hier niet een van bovenuit opglegd keurslijf van voorschriften en werkmethodes bedoeld, maar wel een door de medewerkers zelf meebepaalde manier om het werk zo efficiënt, kwaliteitsvol, veilig en ergonomisch mogelijk uit te voeren, hélemaal gericht naar waardetoevoeging voor de klant.
Werknemers reageren automatisch op afwijkingen:
- afwijkingen van de standaardwerkmethode voor uit te voeren activiteiten worden zichtbaar gemaakt;
- vastgestelde afwijkingen geven dan aanleiding tot verbeteracties; soms heel snel, anders na overleg in het team van medewerkers;
- de verbeteracties leiden tot aangepaste werkmethodes (een vernieuwde standaard) die er voor zorgen dat deze afwijkingen zich minder frequent of niet meer zullen voordoen.
Leidinggevenden in een Lean-organisatie spenderen een aanzienlijke hoeveelheid van hun tijd (meer dan de helft) op de werkplek en zijn dan bezig met het coachen van hun medewerkers in continu verbeteren. Ze zijn mentors en helpen de medewerkers in het rangschikken, oppakken, analyseren, oplossen, uitproberen en borgen van de vastgestelde problemen. Ze brengen problemen die niet op de werkplek door de medewerkers zelf kunnen worden opgelost naar het juiste niveau in de organisatie.
Volgens Mike Rother in het boek Toyota Kata - Managing People for Improvement, Adaptiveness and Superior Results kan Lean maar succesvol zijn als beide zogenaamde kata's aanwezig zijn in een organisatie:
-
De Kaizen-kata: het automatisme bij alle medewerkers om elk probleem zichtbaar te maken en te willen oplossen;
-
de Kaizen Coaching-kata: het automatisme van alle leidinggevenden om dagelijks als mentor op de gemba (de werkplek) medewerkers te helpen groeien in hun vaardigheden om problemen voortdurend en grondig op te lossen.
Het woord 'problemen' verwijst naar een afwijking ten opzichte van ene van twee condities:
-
De huidige methode om werk uit te voeren in functie van het toevoegen van waarde voor de klant, en die het resultaat is van alle geborgde verbeteringen uit het verleden. Het is de 'best practice', de thans beste gekende methode binnen het bedrijf om het werk uit te voeren.
-
Belemmeringen die ons beletten om volgens een overeengekomen, beschreven en gewenste toekomstige manier te werken. Deze toekomstige omstandigheden en manier van werken zijn de strategische doelstelling war Lean naar streeft op relatief korte termijn (maximum enkele jaren), en die helemaal in lijn ligt met de visie van de organisatie.
Deze dubbele verwijzing naar afwijkingen ten opzichte van voorgeschreven condities en manieren van werken resulteert in niet enkel verbeteren van hoe we nu werken op basis van huidige ervaringen met het werkproces. Ook in het verbeteren in de richting van een vooropgestelde, geaccepteerde, toekomstige manier van werken. Deze tweede toekomst-gerichte dimensie accentueert de nood aan innovatief veranderen van werkmethodes in de richting van drastisch betere werkmethodes. Hierdoor kunnen ook meer ingrijpende verbeteringen worden verwezenlijkt naast verbeteringen op de huidige werkmethode.
Continu verbeteren is lastig zolang het geen kata is
Kata (Japans voor 'vorm') is een term uit de Japanse gevechtssport die er in bestaat een reeks bewegingen in een vaste volgorde te oefenen tot die als en automatisme kunnen worden uitgevoerd. Doel is om alle spieren dagelijks te oefenen om fysiek altijd paraat te staan bij een aanval.
In de context van Lean wordt het woord Kata gebruikt om te wijzen op het gewenste automatisme waarmee aan continue verbetering zou moeten worden gedaan, als een tweede natuur.
Bron: Wij zijn Toyota niet - Iedereen op weg naar Lean Agility, Luc Chalmet
Laatst aangepast op woensdag, 02 september 2020 08:35
Het visgraatdiagram volgens Rijk Schildmeijer & Paul Suijkerbuijk
Gepubliceerd in
Lean Six Sigma
Rijk Schildmeijer & Paul Suijkerbuijk beschrijven in het boek Six Sigma in de praktijk het kwaliteitsinstrument van het visgraatdiagram:
Een oorzaak-en-gevolg diagram
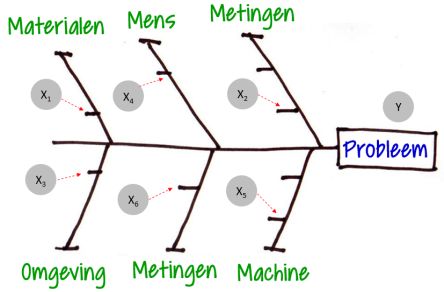
Een Oorzaak & Gevolg diagram (O&G diagram, in het Engels: Cause & Effect diagram) is een tool die alle mogelijke (!) oorzaken van een specifiek probleem of kwaliteitsaspect helpt te identificeren, sorteren en weer te geven. Het geeft de relatie tussen een gegeven uitkomst (Y) en alle factoren (X) die de uitkomst beïnvloeden grafisch weer. Het type diagram wordt ook wel Ishikawa diagram genoemd naar de bedenker Kaoru Ishikawa.
'Visgraatdiagram' is eveneens een term die men vaak tegenkomt.
(...)
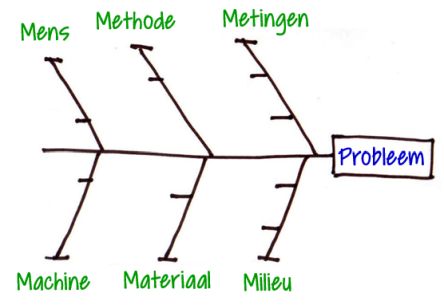
Als hoofdassen gebruikt men vaak de 6 M's (Materialen, Methoden, Machines, Metingen, Milieu/omgeving) om richting te geven aan het inventarisatieproces.
Het Oorzaak & Gevolg diagram is een zeer bruikbaar instrument om de volgende redenen:
Het O&G diagram
- helpt de grondoorzaken van een probleem of kwaliteitskenmerk bepalen, gebruikmakend van een gestructureerde benadering.
- moedigt groepsdeelname aan en gebruikt de groepskennis van het proces.
- gebruikt een geordend en eenvoudig af te lezen opmaak om oorzaak & gevolgrelaties weer te geven
- geeft mogelijke oorzaken van procesvariatie aan
- verhoogt de kennis van het proces door iedereen te helpen meer te leren over de factoren op het werk en hoe ze in relatie met elkaar staan.
- geeft gebieden aan waar data moeten worden verzameld voor nader onderzoek
Een Oorzaak & Gevolg diagram opbouwen
Onderstaande stappen geven een leidraad bij het opbouwen van een Oorzaak & Gevolg diagram:
(1) Identificeer en definieer duidelijk het gevolg (effect) dat geanalyseerd wordt:
- Het effect wordt omschreven als het probleem. ... Bij het maken van de fishbone voor je verbetertraject is in het algemeen een te lage (of te hoge) Y het gevolg.
- Gebruik operationele definities om zeker te stellen dat de betekenis die aan het gevolg gegeven wordt, begrepen is.
(2) Zorg dat iedereen kan participeren en dat iedereen het diagram kan zien. Teken de visgraat en het gevolg blok (bijv. op een white board of brown paper).
(3) Bepaal de oorzaakcategorieën die bijdragen aan het gevolg dat bestudeerd wordt:
- 6M's: methoden, materialen, mens, machine, meting, milieu
- 4P's: policies, procedure, people, plant
(4) Bepaal voor elke hoofdtak andere specifieke factoren die de oorzaak kunnen zijn van het gevolg.
- Zoek naar zoveel mogelijk oorzaken of factoren en bevestig ze aan de zijtakken van de hoofdtak (met het team, het is een goed gebruik met post-it notes en stiften te werken).
(5) Bepaal steeds gedetailleerdere niveaus van oorzaken en organiseer ze onder gerelateerde oorzaken of categorieën.
- Stel vanuit benoemde oorzaken een aantal keer de waarom-vraag om de achterliggende oorzaken te vinden.
(6) Analyseer het diagram. Analyse helpt je de oorzaken te bepalen die nader onderzoek nodig hebben.
- Kijk naar de 'balans' van je diagram. Ga vergelijkbare detailniveaus na voor de meeste categorieën
- Kijk naar oorzaken die meerdere malen voorkomen. Dit kunnen hoofdoorzaken zijn.
- Kijk ook naar wat je kunt meten in relatie tot die oorzaken die je hebt gevonden, zodat je de variatie kunt kwantificeren
Bron: Six Sigma in de praktijk, Rijk Schildmeijer & Paul Suijkerbuijk
Laatst aangepast op vrijdag, 21 augustus 2020 18:49
5 uitdagingen voor organisaties volgens John Kotter
Gepubliceerd in
Lean Six Sigma

In het boek Leidinggeven aan Lean transformatie - Leading with Lean beschrijft Philip Holt de vijf uitdagingen die John Kotter ziet voor organisaties:
In het e-book 8 steps to Accelerate Change observeerde John Kotter:
"De snelheid waarmee onze wereld verandert neemt toe, maar ons vermogen om dit bij te houden niet."
In het e-book heeft hij het over enkele van de belangrijkste uitdagingen voor organisaties:
-
Niet-betrokken werknemers: niet betrokken bij hun rollen, collega's, managers en klanten.
-
Misplaatste urgentie: opgeslokt door constante activiteit en brandjes blussen.
-
Zelfgenoegzaamheid: in slaap gewiegd naar denken dat 'wat ons hier heeft gebracht ons daar zal brengen.'.
-
Scheve organisaties: meer gefocust op management dan op leiderschap.
-
Silovorming: meer bekend vanwege grenzen dan vanwege toegangspoorten.
Bron: Leidinggeven aan Lean transformatie - Leading with Lean, Philip Holt
Laatst aangepast op zaterdag, 15 december 2018 20:09
Het visgraatdiagram volgens Webers, Van Engelen & Luijben
Gepubliceerd in
Lean Six Sigma
Ishikawadiagram
Definitie
Het Ishikawadiagram - of de visgraatanalyse - dankt zijn naam aan de Japanse dr. Kaoru Ishikawa. In de literatuur wordt het diagram vaak afgebeeld in de vorm van een vis, waarbij de metafoor is dat de 'vis' (oftewel: het proces) wordt ontleed tot op de graat. Je gebruikt het Ishikawadiagram om tot (een aantal) mogelijke grondoorzaken van een probleem te komen.
Resultaat
Het Ishikawadiagram ondersteunt je bij het identificeren van fouten waardoor er procesvariatie ontstaat. Het brengt orde in potentiële invloedsfactoren. het resultaat is een overzicht met daarin een aantal categorieën die meestal worden getypeerd als de 5M's: mens, machine, middelen, methode, materiaal. Inmiddels zijn er meer M's (zoals: meetprocedure, management en mileu) en worden er op andere (niet op productie gerichte) plekken ook P's (plaats, procedure, personen, policies) en S'en (surrounding, supplier, system, skills) toegepast.
Aanpak
(1) Maak de omschrijving van het probleem zo specifiek mogelijk en schrijf het probleem vervolgens boven het 'skelet' van de vis.
(2) Bepaal wat de belangrijkste onderliggende oorzaakcategorieën van het probleem zijn en zet het diagram op een flip-over.
(3) Laat alle deelnemers individueel brainstormen over de mogelijke grondoorzaken en laat iedereen deze voor zichzelf opschrijven. Vervolgens zijn er een aantal mogelijkheden:
- Laat alle deelnemers de verschillende oorzaken op gele post-its schrijven en laat ze die bij verschillende categorieën plakken
- Maak een ronde langs alle deelnemers en laat elke deelnemer zijn mogelijke oorzaken noemen. Daardoor worden vaak weer nieuwe ideeën gegenereerd. Schrijf ze bij de verschillende categorieën.
- Werk categorie voor categorie af in plaats van per deelnemer en maak op die manier alle potentiële grondoorzaken per categorie compleet.
(4) Bekijk, evalueer en beoordeel de oorzaken nader met elkaar als groep.
Uitbreiding
(5) Maak een top 5 of top 10 van de belangrijkste oorzaken en geef duidelijk aan waarom die het belangrijkst zijn.
(6) Als het noodzakelijk is om het probleem nog een niveau dieper te ontleden, is het raadzaam dit voor de belangrijkste onderdelen te doen. Zolang er antwoorden gegeven kunnen worden op de 5 x waarom-vragen, kun je doorgaan met dieper graven naar grondoorzaken.
(7) Laat de procesbegeleider een samenvatting maken en de benodigde vervolgstappen in kaart brengen.
Valkuilen
De grootste valkuil bij het vinden van oorzaken is het (alvast) zoeken naar mogelijke oplossingen. Daar is het Ishikawadiagram niet voor bedoeld.
Tip
Selecteer de belangrijkste oorzaken om verder uit te werken. Hiervoor kun je diverse analyse- en ordeningstechnieken gebruiken: de prioriteitenmatrix of de Pareto-analyse. Vaak is er meer dan één grondoorzaak te benoemen. Stel prioriteiten op basis van een inschatting van impact- en implementatiesnelheid.
Zie ook:
Bron: Het groot verbeterboek - meer dan 120 tools en concepten voor procesverbeteraars en verandermanagers, Neil Webers, Lucas van Engelen & Thom Luijben
Laatst aangepast op maandag, 03 december 2018 07:25
Het visgraatdiagram volgens Ron Emmerik
Gepubliceerd in
Lean Six Sigma
In het boek Kwaliteitsmanagement beschrijft Ron Emmerik het Lean-instrument van het visgraatdiagram:
Analyse-instrumenten
Na de Define- en de Measure-fase te hebben doorlopen, is het mogeijk een goede inschatting te maken van het huidige prestatieniveau van een proces, een afdeling of een organisatie. Als de huidige prestatieniveau van een proces, een afdeling of een organisatie. Als de huidige prestatie van het proces bekend is, worden de verbeterdoelstellingen geformuleerd. Dit heten bij Six Sigma de 'stretched goals'. Ze worden zodanig geformuleerd dat het onmogelijk is de resultaten te behalen met harder werken. Dat is namelijk niet de bedoeling: het project moet leiden tot een slimmere (effectievere en efficiëntere) manier van werken.
Na deze eerste twee fasen ... volgt de Analysefase waarin naar de oorzaken wordt gezocht van de huidige problemen. ... Voor de Analysefase bespreken we de volgende ... instrumenten:
(1) 5 x waarom methode
(2) Visgraat- of Ishikawadiagram
Ad (1) 5 x waarom methode
Bij de 5 x Waarom-methode wordt steeds de waaromvraag gesteld, waardoor een dieper inzicht ontstaat in de werking van het proces. Door waaromvragen te stellen wordt namelijk op een steeds dieper niveau nagedacht over wat er in het proces allemaal een rol speelt, waarom activiteiten niet goed werken, waarom iets 'altijd' misgaat en wat de basismechanismen van het proces zijn. Dit biedt inzicht in de echte oorzaak van een probleem. Het stellen van waaromvragen geeft ook de mogelijkheid om als vanzelfsprekend beschouwde zaken weer bespreekbaar te maken. Pas de 5 x waarom-methode toe bij verschillende medewerkers.
- Formuleer op een begrijpelijke wijze het probleem door de vraag te stellen 'Waarom gebeurt dit?'
- Stel de waaromvraag nogmaals op basis van het eerste antwoord.
- Herhaal de waaromvraag daarna nog driemaal op basis van de gegeven antwoorden totdat de echte oorzaak boven water is gekomen
Ad (2) Visgraat- of Ishikawadiagram
Het visgraatdiagram, naar de bedenker ervan ook wel het Ishikawadiagram genoemd, wordt veel toegepast om de samenhang te achterhalen van de oorzaken van problemen. Als een kwaliteitsverbeteringproject zich in de Analysefase bevindt, betekent dit dat mogelijke oorzaken van een bepaald verschijnsel kunnen worden achterhaald en dat er vervolgens een hoofdoorzaak wordt vastgesteld. In de uitvoeringsfase kunnen oplossingen worden geanalyseerd door na te gaan welke oorzaken uit de weg kunnen worden geruimd.
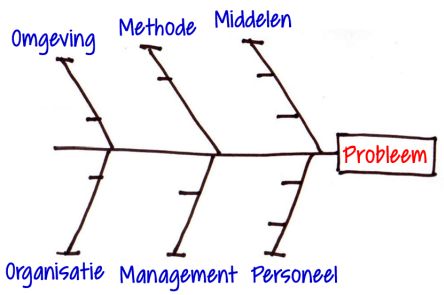
Het diagram wordt veel gebruikt bij het ontleden van het probleem om de dieper liggende oorzaken te achterhalen. Die worden vervolgens vanuit verschillende invalshoeken geïnventariseerd en geanalyseerd. Het kan bijvoorbeeld gaan om de aspecten Medewerkers, Methoden, Machines, Materiaal, Management (maar het mogen ook andere aspecten zijn).
- Medewerkers: alle aspecten met betrekking tot medewerkers, zoals motivatie, training, activiteiten, werkbelasting, zorgvuldigheid, ziekteverzuim, discipline, betrokkenheid en onderlinge communicatie.
- Methoden: alle voorgeschreven richtlijnen, handelingen en procedures, voorlichting en training, de wijze van communicatie et cetera.
- Machines: alle in het productieproces gebruikte machines en middelen, hun mate van betrouwbaarheid, het aantal storingen, de oorzaak van storingen et cetera.
- Materiaal:alle grondstoffen, materialen en halffabrikaten die bewerkt of verwerkt moeten worden tot een eindproduct, hun kwaliteit, beschikbaarheid et cetera.
- Management: bijv. de stijl van leidinggeven, de doelstellingen van het management en de haalbaarheid daarvan, de betrokkenheid van het management, de vorm en de mate van toezicht et cetera.
De hierboven genoemde M's worden naar beleiven uitgebreid met andere categorieën, zoals de organisatie of de markt waarop de organisatie opereert. De informatie voor het Ishikawadiagram wordt bijvoorbeeld verkregen via een werkoverleg. Dit kan ook gecombineerd worden met een brainstormsessie. Tijdens de inventarisatie van de problemen wordt samen met medewerkers en managers vastgesteld welke problemen met elkaar in verband staan en wat de oorzaken daarvan zijn. Daarbij gaat het om het leggen van logische verbanden tussen de waargenomen verschijnselen. Dit vergt veel eerlijkheid en moed, omdat het vaak gaat om het persoonlijke functioneren van medewerkers en managers.
Stappenplan voor het opstellen van een Ishikawadiagram
Voor het opstellen van een Ishikawadiagram wordt gebruik gemaakt van het volgende stappenplan:
(1) Eerst wordt het probleem benoemd. Dit is in de Define-fase gebeurd, maar hierover dient wel overeensteming te worden bereikt tussen alle deelnemers. Het probleem moet iedereen helder voor ogen staan. Het gaat bijvoorbeeld om een kortere productiedoorlooptijd, stijgende klantontevredenheid, een stijgend kostenniveau, factoren van medewerkersontevredenheid et cetera.
(2) Het probleem wordt op de middelste lijn aan de rechterkant van de pijl kort beschreven.
(3) Vervolgens wordt vastgesteld welke hoofdgroepen van belang zijn. Een keuze kan worden gemaakt uit verschillende categorieën, zoals Medewerkers, Methoden, Machines, Materiaal, Management, Milieu of Meetkunde. Het kan ook gaan om de vier P's: Procedures, Persons, Policy, Place (werkplek), of om de 4 S'en: Systems, Skills, Suppliers en Surroundings (omgeving). De verschillende hoofdgroepen vormen vervolgens de zijtakken van het diagram.
(4) Het diagram wordt op een whiteboard getekend of op grote vellen papier.
(5) Aan alle deelnemers wordt gevraagd om zo veel mogelijk oorzaken op geeltjes te schrijven en die vervolgens op één van de zijtakken te plakken. Soms is het noodzakelijk een tweede diagram te maken waarop alle oorzaken per zijtak worden genoteerd.
(6) Per zijtak wordt een verdere inventarisatie gemaakt van mogelijk bij elkaar horende oorzaken. Hierdoor ontstaan subgroepen.
(7) Aan de medewerkers wordt vervolgens gevraagd een relatie te leggen tussen de problemen die bij de verschillende hoofdgroepen zijn aangegeven. Zo ontstaat inzicht in de samenhang tussen de verschillende oorzaken. Een stijgend ziekteverzuim (Medewerkers) kan bijvoorbeeld veroorzaakt zijn door slechte motivatie (Medewerkers). Dit kan veroorzaakt zijn door een slecht functionerende chef (Management). Een tekort aan medewerkers leidt weer tot meer invalkrachten die matig functioneren (Medewerkers). En dit kan veroorzaakt zijn door een slechte instructie (Methoden).
(8) Een notulist vat tot slot de conclusie schriftelijk samen.
Bron: Kwaliteitsmanagement, Ron Emmerik
Laatst aangepast op woensdag, 19 augustus 2020 15:43
Het visgraatdiagram volgens Bas Lohman & Jeroen van Os
Gepubliceerd in
Lean Six Sigma
In het boek Praktisch Lean Management, beschrijven Bas Lohman en Jeroen van Os het Lean-instrument van de visgraatdiagram:
De echte oorzaak opsporen
(1) Vijf keer waarom
Een typische Lean-manier om achter de echte oorzaak van een probleem te komen is 'vijf keer waarom' vragen. Op het eerste gezicht lijkt dat irritant - en is het dus verleidelijk om het maar niet te doen -, maar als je door blijft vragen 'waarom' dient zich de oorzaak van het probleem zich als het ware vanzelf aan.
(...)
Medegrondlegger van Lean, Taiichi Ohno, gebruikt graag het volgende voorbeeld om te laten zien he je met 'vijf keer waarom' achter de echte oorzaak komt:
- Waarom stopte de robot? Hij was overbelast waardoor een zekering sprong.
- Waarom was er overbelasting? De draaipunten waren niet goed gesmeerd, dus die blokkeerden.
- Waarom was de smering onvoldoende? Omdat de oliepomp op de robot niet genoeg olie rondpompte.
- Waarom pompte de oliepomp niet goed? Omdat de invoeropening werd geblokkeerd door metaaldeeltjes.
- Waarom zaten daar metaaldeeltjes? Omdat er geen oliefilter op de pomp zit.
(2) Visgraatdiagram: vijf keer waarom in beeld
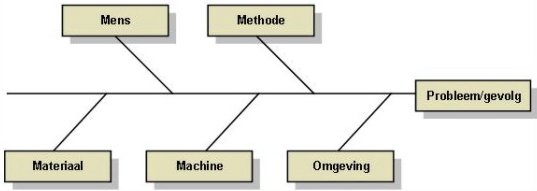
Met een oorzaak-gevolg-diagram kun je de serie achtereenvolgende oorzaken van knelpunten in kaart brengen. Dit diagram is genoemd naar zijn bedenker, het Ishikawa-diagram, maar wordt ook wel het visgraatdiagram genoemd. Een visgraatdiagram maak je als volgt. Teken op een groot vel papier aan de rechterkan een blok en formuleer hierin kort het probleem. Teken vervolgens zes blokken met daarin de mogelijke hoofdveroorzakers,
- Mensen
- Machines en gereedschap
- Methoden en procedures
- Metingen
- Omgeving
Deze blokken verbind je met 'oorzaakpijlen' met het probleem.
Ga nu met de groep betrokken medewerkers na waar de oorzaken, suboorzaken en sub-sub-oorzaken van het probleem kunnen zitten door desnoods tot vijf keer toe dóór te vreagen als één (sub)oorzaak wordt genoemd. Laat iedereen steeds om de beurt één oorzaak noemen (in deze fase niet tegenspreken!), net zolang niemand er meer een kan verzinnen. Teken dan alle suboorzaken en sub-suboorzaken in het diagram. Hierdoor ontstaat een gedetailleerde visgraat met mogelijke oorzaken. Het visgraatdiagram is een goede analysemethode als het gaat om complexere knelpunten of problemen, waarbij van te voren al duidelijk is dat die meerdere, en ook dieperliggende, oorzaken hebben.
Bron: Praktisch Lean Management, Bas Lohman & Jeroen van Os
Laatst aangepast op maandag, 03 december 2018 07:26
Het visgraatdiagram volgens Erik Demeulemeester
Gepubliceerd in
Lean Six Sigma
Erik DeMeulemeester beschrijft in zijn boek Integrale kwaliteitsbeheersing het kwaliteitsinstrument van het visgraatdiagram:
Het visgraat- of Ishikawadiagram
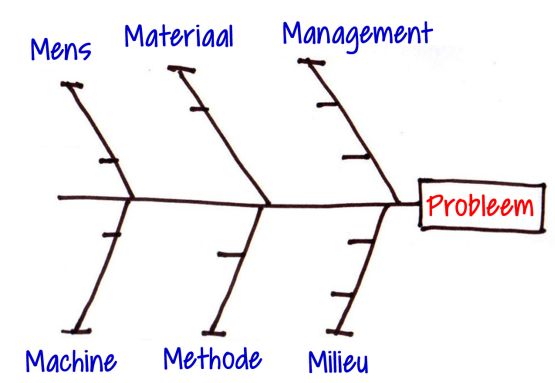
Het kwaliteitselement waarmee de naam van Dr. Kaory Ishikawa ... het meest verbonden blijft is ... het oorzaak-en-gevolg-diagram, visgraatdiagram of Ishikawa-diagram, naar de naam van de ontwerper van deze techniek. Zelf verwees hij naar deze techniek met de naam 'causaal schema'. Het is een eenvoudige, grafische methode om een keten van oorzaken en gevolgen voor te stellen en om het logische verband tussen variabelen aan te duiden. Het algemene schema van het Ishikawadiagram vindt u weergegeven in bovenstaande figuur.
Rechts op het diagram wordt het probleem neergeschreven, waarbij een pijl naar dit probleem wordt getekend. Op deze pijl wordt dan een aantal hoofdpijlen geënt, waarbij deze groepen van oorzaken aanduiden. Veelal wordt hier vertrokken vanuit de inspiratie van de 6 M's., met name mens, machine, materiaal, methode, management en milieu. Voor elk van deze groepen van oorzaken worden dan zoveel mogelijk onderliggende oorzaken opgesomd, die dan als secundaire pijlen worden aangeduid. Voor deze onderliggende oorzaken wordt verder gezocht naar dieperliggende oorzaken (tertaire pijlen) en deze methode wordt telkens herhaald (quartaire pijlen, .....). Op deze manier wordt systematisch gezocht naar de basisoorzaken van het probleem in kwestie, waarna een oplossing voor elk van de basisoorzaken ertoe zou moeten leiden dat het probleem uit de wereld geholpen wordt. Deze techniek oogt op het eerste gezicht uiterst eenvoudig, maar in de praktijk blijkt meermaals dat een goede toepassing van deze techniek veel bloed, zweet en tranen kost.
Zie ook:
Bron: Integrale kwaliteitsbeheersing, Erik Demeulemeester
Laatst aangepast op maandag, 03 december 2018 07:26
Poka Yoke volgens Webers, Van Engelen & Luijben
Gepubliceerd in
Lean Six Sigma

In het boek Het groot verbeterboek - meer dan 120 tools en concepten voor procesverbeteraars en verandermanagers beschrijven Neil Webers, Lucas van Engelen en Thom Luijben het Lean-instrument van de Poka Yoke:
Poka Yoke
Definitie
Poka Yoke komt uit het Japans. Poka betekent 'onopzettelijke fouten' en yokeru betekent 'voorkomen'. Poka yoke betekent dus het voorkomen van onopzettelijke fouten.
Toelichting
Poka yoke is geen tool in de zin van een instrument dat je kunt gebruiken met een vaste uitkomst, maar een concept. De idee is gebaseerd op de constatering dat alle mensen fouten maken. Ook onopzettelijke fouten worden gemaakt en zullen blijven terugkeren. Een klassiek voorbeeld is je auto verlaten zonder je lampen uit de doen. Als dat gebeurt en je keert na een flinke tijd terug bij je auto, s je accu leeg. Dat wil je niet en daarom neem je je voor om er de volgende keer wel aan te denken. Je disciplineert jezelf daarin, maar wij weten dat dat nooit voor honderd procent lukt. En zeker als de situatie ongebruikelijk is (je hebt haast, je hebt de lampen overdag aangedaan voor een tunnel maar normaal heb je ze niet aan overdag) is de kans nog groter dat je er niet aan denkt. Allemaal onopzettelijk. Al zou er de doodstraf op staan, dan nog gebeuert het ons (zie hier de eindigheid van een straf-en-beloning-systeem).
Inmiddels hebben zo goed als alle auto's een systeem dat een signaal geeft als de lampen blijven branden. De luxere auto's hebben een nog beter systeem: de lampen gaan vanzelf uit als de auto wordt verlaten. Dit geeft al aan dat er bepaalde niveaus van poka yoke zijn. Hieronder worden de drie niveaus kort toegelicht:
(1) Voorkomen
De beste poka yoke-oplossing is een oplossing die voorkomt dat er iets fout gaat. Het ontwerp dwingt de juiste handeling af. Een mooi voorbeeld is de simkaart. Met het 'afgeknipte' hoekje en de uitsparing in de telefoon is het maar op één manier mogelijk om de sim-kaart (zonder geweld) in de telefoon te plaatsen. Het automatisch uitgaan van de autolampen valt ook in deze categorie.
(2) Ontdekt direct en altijd de fout
Als het niet lukt het proces zo te ontwerpen dat het altijd goed gaat, is de een-na-beste oplossing in ieder geval altijd de fout detecteren. Een piepsignaal bij het laten branden van de autolampen valt in deze categorie.
(3) Ontdek altijd het gevolg
Als het niet mogelijk is om het zo te ontwerpen dat het altijd goed gaat, of altijd wordt ontdekt als er iets misgaat, dan is het derde niveau van poka yoke om wel in honderd procent van de gevallen het gevolg te voorkomen. Neem als voorbeeld een product dat uit meer delen bestaat dat in een doos wordt verpakt. De vraag is: is het product compleet in de doos? Om dat vast te stellen, weeg je alle dozen en haal je de te lichte dozen (die dus een onderdeel missen) eruit. Tijdens het vullen van de doos is de fout weliswaar niet geconstateerd, maar je kunt wel voorkomen dat de klant een incompleet product krijgt.
Een paar voorbeelden van gevallen waarin poka yoke (nog) niet is gelukt, zijn:
- voorkomen dat je benzine tankt in plaats van diesel;
- voorkomen dat je vergeet uit te checken met je OV-chipkaart.
Soms wordt ook een poka yoke-oplossing een fool proof-oplossing genoemd. Dat suggereert dat mensen fools zijn als ze een fout maken. Dat is onjuist en daarom is het een ongelukkig term.
Aanpak
Een stappenplan om te komen tot een poka yoke-ontwerp of -oplossing is er helaas niet. Wat ervoor nodig is, zijn mensen die het concept begrijpen en met creativiteit een poka yoke-ontwerp bedenken. Het kenmerk van een poka yoke-oplossing is dat het een goedkope oplossing is die in honderd procent van de gevallen werkt en die bij en afwijking tot directe actie leidt.
Poka yoke wordt toegepast bij het ontwerpen van een verbetering of bij het aanpassen van een proces. Het wordt vaak pas gebruikt in de Control-fase van DMAIC, het borgen van het nieuwe proces, maar in de praktijk blijkt dat het al bij het ontwerp van de verbeteractie het best kan worden ingezet.
Valkuilen
Een valkuil is meegaan met de mening dat poka yoke niet nodig is, omdat foutloos werken een kwestie van discipline of aandacht van het management is. Aandacht van het management is een schaars goed en bovendien meestal van tijdelijk aard, zodat de fouten weer zullen terugkeren. Discipline helpt, maar vergt intensief onderhoud en leidt nooit tot honderd procent juiste resultaten. Daarom is het voor elke verbeteraar een uitdaging om processen poka yoke in te richten.
Bron: Het groot verbeterboek - meer dan 120 tools en concepten voor procesverbeteraars en verandermanagers, Neil Webers, Lucas van Engelen & Thom Luijben
Laatst aangepast op zondag, 02 december 2018 20:46
PDCA-cyclus volgens Cees Bos
Gepubliceerd in
Lean Six Sigma
Cees Bos beschrijft in het boek Willen = kunnen = doen, kwaliteitszorg in het Primaire Onderwijs de PDCA-cyclus:
Het zorgen voor kwaliteit gaat niet vanzelf, het vraagt om een systeem. Het permanent borgen en verbeteren van kwaliteit van de [organisatie] en haar medewerkers vindt pas optimaal plaats als er sprake is van een methodische aanpak. Vrijwel alle instrumenten voor kwaliteitszorg baseren zich daarom opde systematiek die bekend staat als de PDCA-cyclus, de zogenaamde Demingcirkel. Het op een doelgerichte wijze ontwikkelen van [een organisatie] en de medewerkers veronderstelt het systematisch nemen van de volgende stappen:
-
To Plan (P): vaststellen van de doelen van de organisatie (en de medewerkers).
-
To Do (D): doelen in de praktijk realiseren.
-
To Check (C): controleren of de doelen in voldoende mate gerealiseerd worden.
-
To Act (A): wat goed gaat vasthouden (borgen) en verbeteringen realiseren.
Goed beschouwd lijkt het zorgen voor kwaliteit dus eigenlijk vrij eenvoudig: pas de heldere en transparante PDCA-cyclus toe en alles komt goed. De werkelijkheid is echter vele malen gecompliceerder. Een groot probleem is bijvoorbeeld dat meestal wel duidelijk is wat je moet doen, maar dat de vraag hoe je dat doet onbeantwoord blijft. Dat maakt de metafoor van de sprinkhaan en de uil op unieke wijze duidelijk:
The Wise Old Owl
This is an old parable about the grasshopper who decided to consult the hoary consultant of the animal kingdom, the owl, about a personal problem.
The problem concerned the fact that the grasshopper suffered each winter from severe pains due to the savage temperature. After a number of these painful winters, in which all of the grasshopper’s known remedies were of no avail, he presented his case to the venerable and wise owl.
The owl, after patiently listening to the grasshopper’s misery, so the story goes, prescribed a simple solution: ‘Simply turn yourself into a cricket, and hibernate during the winter.’
The grasshopper jumped joyously away, profusely thanking the owl for his wise advice. Later, however, after discovering that this important knowledge could not be transformed into action, the grasshopper returned to the owl and asked him how he could perform this metamorphosis.
The owl replied rather curtly, ‘Look, I gave you the principle, it’s up to you to work out the details!’
De suggestie dat kwaliteitszorg eenvoudig is, omdat het feitelijk neerkomt op het consequent toepassen van de PDCA-cirkel, lijkt verdacht veel op: simply turn yourself into a cricket and hibernate during the winter. Helaas is de alledaagse praktijk anders. Kwaliteitszorg, veelal gekoppeld aan adjectieven als systematisch, cyclisch en permanent, moet gezien worden als een continuproces, als een regulier onderdeel van het werk. En dat maakt het 'doen van kwaliteitszorg' verre van eenvoudig.
Bron: Willen = kunnen = doen, kwaliteitszorg in het Primaire Onderwijs, Cees Bos
Laatst aangepast op zondag, 04 november 2018 08:20
|