Volgens 'business visualisator' Tom Wujec vindt een visuele revolutie plaats waarbij organisaties meer-en-meer ontdekken dat het gezamenlijk visualiseren van problemen, helpt bij het oplossen ervan.
Most drawings have nodes and links. So nodes represent the tangible objects like the toaster and people, and links represent the connections between the nodes. And it's the combination of links and nodes that produces a full systems model, and it makes our private mental models visible about how we think something works. So that's the value of these things.
(...)
So here's some key lessons that can emerge from this. First, drawing helps us understand the situations as systems with nodes and their relationships. Movable cards produce better systems models, because we iterate much more fluidly. And then the group notes produce the most comprehensive models because we synthesize several points of view. So that's interesting. When people work together under the right circumstances, group models are much better than individual models.
(...)
There's a visual revolution that's taking place as more organizations are addressing their wicked problems by collaboratively drawing them out. And I'm convinced that those who see their world as movable nodes and links really have an edge.
(...)
So this simple act of visualizing and doing over and over again produces some really remarkable outcomes. What's really important to know is that it's the conversations that are the important aspects, not just the models themselves.
(...)
[It's important to] learn more about the visual language and the structure of links and nodes that you can apply to general problem-solving .....for unpacking the thorny problems that we all face in our organizations. So the seemingly trivial design exercise of drawing toast helps us get clear, engaged and aligned.
So next time you're confronted with an interesting challenge, remember what design has to teach us. Make your ideas visible, tangible, and consequential.
In de loop van het jaar komt Wujec's nieuwe boek Wicked Problem-Solving uit. Wuject heeft ook de website www.drawtoast.com gelanceerd, waarop ook de DrawToast Systems Thinking Guide (pfd) te vinden is. Hieronder nog een citaat ter illustratie van Wujec's 'simple but insanely powerful approaches to fostering clarity, engagement and alignment':
Visual thinking can reveal a deeper structure within our mental models: how we think things work and how we feel things should work. Draw Toast provides a simple vocabulary of the basic building blocks of systems.
Nodes represent parts of the whole, mental objects or containers that describe who, what where and when. Links represent connections between nodes and can illustrate relationships, flows of information or material. Together, nodes and links create systems models. Models are visual representations of systems. They can be simple, such as toast-making or complex such as government legislation and nutrient flow. The act of making ideas visible helps people become clear about what they mean, engaged as the drawings become relevant to them, and aligned to create a shared picture of what is and what could be.
Laatst aangepast op zondag, 08 november 2020 16:48
Kaizen volgens Rouppe van der Voortt & Benders
Gepubliceerd in
Lean Six Sigma
nov
12
2020
'Kaizen' vertaalt zich ongeveer als 'continu verbeteren'. Masaaki Imai van het Kaizen Institute heeft jarenlang samengewerkt met Taiichi Ohno, degene die in de jaren vijftig tot en met de jaren tachtig het Toyota Productie Systeem ontwikkeld heeft. Imai omschrijft Kaizen als volgt:
"'Kai' betekent 'verandering' en 'zen' betekent 'voor het goede'. Samen worden ze vertaald als 'continu verbeteren'. Dat is echter geen complete vertaling. Wat ontbreekt is de zelfdiscipline en toewijding die nodig is voor Kaizen.Een meer volledige omschrijving is daarom: - Elke dag verbeteren; - Iedereen verbeteren; - Overal verbeteren."'
Laatst aangepast op zondag, 08 november 2020 16:48
Six sigma volgens Ronald Does en Jeroen de Mast
Gepubliceerd in
Lean Six Sigma
nov
10
2020
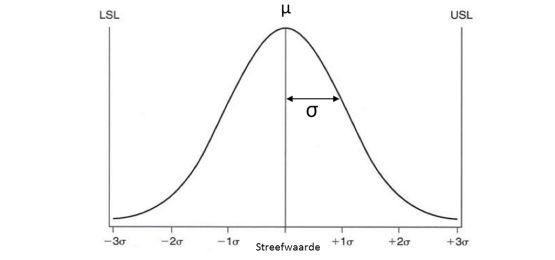
Het Griekse symbool voor ? (sigma) wordt in de statistiek gebruikt als maat voor spreiding en wordt veelal de standaardafwijking (standaarddeviatie) genoemd. Veel kwaliteitsproblemen zijn gerelateerd aan de spreiding in kwaliteitskenmerken. Als immers een kenmerk veel variatie heeft rond zijn streefwaarde, zal dit kenmerk regelmatig tot buiten de toleratie- of specificatiegrenzen variëren.
De variatie van veel kwaliteitskarakteristieken kan beschreven worden met de zogenaamde normale verdeling. De normaalkromme geeft de relatieve frequentie weer waarmee een zekere kwaliteitsmetriek een bepaalde waarde aanneemt.
De waarde die het vaakst wordt aangenomen is tevens de gemiddelde waarde µ (mu). In de bovenstaande figuur zijn de streefwaarde en de specificatiegrenzen voor het kenmerk aangegeven. In eerste instantie gaan we ervan uit dat de gemiddelde waarde van het kenmerk samenvalt met zijn streefwaarde.
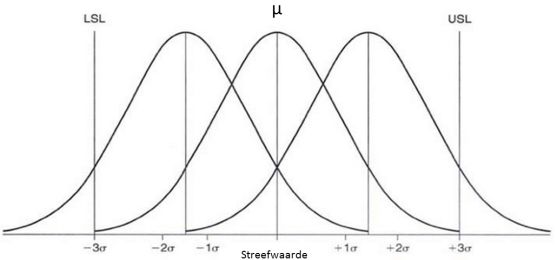
We zien dat het kwaliteitskenmerk zo nu en dan een waarde zal aannemen die buiten de specificatiegrenzen (LSL, USL) ligt. Indien deze grenzen op een afstand van drie keer de standaardafwijking (3?) vanaf de streefwaarde liggen, gebeurt dit met een frequentie van ongeveeer 0,27%. Indien de spreiding van dit kenmerk kleiner wordt, zal de standaardafwijking misschien wel vier keer tussen de specificatiegrenzen en de streefwaarde passen (4?). Het percentage buiten specificatie wordt dan 0,0063%. Met andere woorden: hoe groter de afstand tussen de streefwaarde en de specificatiegrenzen (in veelvouden van ?), des te beter presteert het proces. Een '3?'-proces produceert meer uitval dan een '4?'-proces. We zien dat het Sigma-niveau een maat is voor het aantal gebrekkige producten die een proces produceert (hoe hoger het Sigma-niveau, des te beter presteert het proces).
Het is een gegeven dat een kenmerk gemiddeld niet precies op de streefwaarde zit. Over een langere periodeeeee van productie zal het gemiddelde fluctueren rond de streefwaarde. Om hiervoor te corrigeren wordt er vaak vanuit gegaan dat het gemiddelde tot maximaal 1,5 x ? afwijkt van de streefwaarde.
Het aantal defecte producten dat een 3?-proces dan produceert, is fors groter, namelijk 6,7%. Deze berekening - die corrigeert voor een verschuiving van het gemiddelde ten opzichte van de streefwaarde van 1,5? - wordt het lange-termijn-Sigma-niveau genoemd. De onderstaande tabel geeft voor een aantal Sigma-niveaus het corresponderende uitvalspercentage en de opbrengst weer.
Sigma-niveau
Uitvalpercentage
Opbrengst
1?
69%
31%
2?
30,9%
69,1%
3?
6,7%
93,3%
4?
0,62%
99,38%
5?
0,023%
99,977%
6?
0,00034%
99,99966%
Door de relatie te gebruiken tussen Sigma-niveaus en uitvalspercentages (zoals weergegeven in de tabel) kunnen we het Sigma-niveau algemener toepassen en ook gebruiken als een maat (of 'metriek') voor processen die zich niet gedragen volgens de normale verdeling.
Bron: Six Sigma - stap voor stap, Ronald J.M.M Does, Jeroen de Mast
Laatst aangepast op zondag, 08 november 2020 16:47
Kwaliteit volgens Haist en Fromm
Gepubliceerd in
Lean Six Sigma
nov
08
2020
Fritz Haist en Hansjörg Fromm beschrijven in hun boek Kwaliteit in de onderneming het begrip kwaliteit als volgt:
Volgens de definitie voor kwaliteit: 'Overeenstemming met de eisen van de klant' is de markt waarin we onze producten en diensten willen afzetten het uitgangspunt voor alle kwaliteitsinspanningen. De klanten, en niet wij, bepalen wat we onder kwaliteit moeten verstaan. Voor veel ondernemingen zijn reeds ernstige problemen ontstaan doordat ze een andere opvatting over kwaliteit hadden dan hun klanten. Ze hadden een bepaalde kwaliteit voor ogen en produceerden daarentegen alleszins hoogwaardige producten, doch waren daarbij aan de eisen van de markt voorbijgegaan.
(...)
We moeten dicht bij onze klanten gaan staan, hun problemen leren kennen, hun verwachtingen en wensen begrijpen en hun voorstellen en ideeën in onze overwegingen betrekken. Elk idee, zelfs elke klacht, kan voor ons aanleiding zijn een product of een door ons aangeboden dienst te verbeteren. We moeten beseffen hoe afhankelijk we zijn van onze klanten, en we moeten hun tevredenheid tot ons hoogste doel verheffen.
(...)
Om producten en diensten door de klanten geaccepteerd te krijgen en op de markt succes te hebben, is het noodzakelijk reeds voor het plannen, ontwerpen, ontwikkelen en vervaardigen van een product na te gaan welke eisen de klanten aan het product stellen.
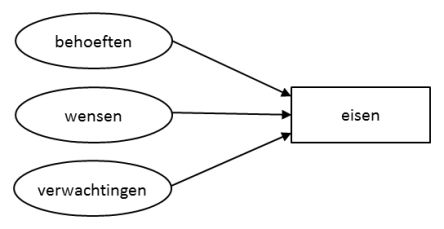
De eisen beschrijven ons product vanuit het gezichtspunt van de klant. Zij worden afgeleid uit en vormen de concretisering van de behoeften, wensen en verwachtingen van de klanten van gisteren, vandaag en morgen. Hoe zorgvuldiger en completer de eisen van de klanten daarin zijn vastgelegd, des te groter is de kans dat het toekomstige product door de markt wordt geaccepteerd en de klanten tevreden stelt.
Er moet aan de volgende voorwaarden zijn voldaan:
- Eisen moeten compleet zijn, dat wil zeggen zij moeten het volledige spectrum van kwaliteitseigenschappen bevatten en behalve de technische eigenschappen als functionaliteit, betrouwbaarheid en onderhoudsmogelijkheid ook rekening houden met economische aspecten als productie- en levertijden, kosten, prijzen enz.
- Eisen moeten eenduidig zijn, dat wil zeggen duidelijk geformuleerd en geen ruimte laten voor verschillende uitleg
- Eisen moeten voor alle betrokkenen begrijpelijk zijn.
- Eisen moeten actueel zijn, dat wil zeggen zij moeten de behoeften en verwachtingen weerspiegelen die gelden op het moment dat het product of de dienst op de markt wordt aangeboden.
Bron: Kwaliteit in de onderneming, F. Haist & H. Fromm
Laatst aangepast op zondag, 08 november 2020 16:46
Lean thinking volgens Walther Ploos van Amstel
Gepubliceerd in
Lean Six Sigma
okt
31
2020
In het boek Inkoop vatten Peter Streefkerk & Walther Ploos van Amstel de vijf Lean principes als volgt samen:
Value Add: het bepalen van wat de klant als de waarde toevoegende onderdelen van het proces ziet. De klant bepaalt of hij voor een processtap wil betalen of niet.
Value Stream Mapping: het identificeren van de waardestromen. Na het identificeren van wat de klant waardetoevoegende activiteiten in het proces vindt, is het eerste instrument van Lean Thinking het zogenoemde 'Value Stream Mapping' (VSM). Dit instrument maakt grafisch inzichtelijk waar de waarde stroomt, brengt het proces in kaart en maakt inzichtelijk waar de mogelijke bronnen van verspilling zitten.
Flow: het zorgen dat de waarde toevoegende stappen effectiever stromen en het verwijderen van alle indicatoren die de vrije doorstroming verhinderen. Het idee is een continue stroom te creëren, waarin het product of de diensten in één beweging van het begin van het proces doorloopt naar het einde van het proces.
Pull: het 'trekken' van goederen of diensten door de processtappen is de meest efficiënte manier om te produceren. De hoeveelheid onderhanden werk minimaliseren door een deelproces pas weer te starten als er vraag is naar dat deelproces.
Het streven naar continue verbetering: alles wat we doen staat in het teken van het steeds verbeteren van processen.
Volgens Jan Wijnand Hoek heb je geen verandermanagement meer nodig als je Lean laat beginnen met het "leren zien van verspillingen en de waardestroom". Inzichten die hij (mede) dankt aan een gesprek met Jeff Kaas:
Jeff Kaas kwam met een verrassend eenvoudige kijk op de zaak. Een manier van kijken die je echt een stap verder kan brengen in het meenemen van de werkvloer in het Lean gedachtegoed.
Hij vertelde het als volgt. Mensen die niet weten dat ze ziek zijn gaan niet naar de dokter.
Daarna, als de werkvloer niet weet dat ze in “zieke” processen werken, vragen medewerkers geen hulp om te kijken of de processen ook verbetert kunnen worden. Ze willen niet geholpen worden en hebben er vaak ook geen vertrouwen meer in dat het ook anders kan.
De werkvloer moet zich dus eerst realiseren dat het de processen zijn, waarin ze werken, die “ziek” zijn. Ze moeten dus op een andere manier naar hun eigen werkprocessen leren kijken. We moeten niet vergeten dat ze als professionals opgeleid zijn om op een vakinhoudelijke manier naar hun werk te kijken. Meestal zien ze maar een heel klein stukje van de waardestroom waarin ze werkzaam zijn. Eerdere eigen pogingen om het proces in het verleden te verbeteren, waren bijna altijd gebaseerd op inhoudelijk inzichten, maar nog niet op verspillingen die ten grondslag liggen aan het proces zoals dat voor hen bedacht is.
De meeste processen zijn samengesteld uit een aaneenschakeling van workarounds die ooit hun werking hebben bewezen en na verloop van tijd worden toegepast alsof het nooit anders geweest is. Het probleem met workarounds is dat ze werken en de werkvloer eraan gewend raakt. Dat doen we al jaren zo omdat het te veel energie kost om hierin nog verbeteringen in aan te brengen.
Het effect “We have beautiful people working in broken processes” is maar al te waar
Voor de meeste vakspecialisten is de procescontext waarin ze werken echt een blinde vlek op een ander conceptueel niveau.
Leer daarom de werkvloer eerst de waardestroom en de verspillingen te zien, leer ze zelf te zien wat er mis is met hun proces. Dat is de eerste stap, daarna kan je als lean leider de werkvloer faciliteren en helpen processen te verbeteren in kleine stappen. Dit is de eerste en meest cruciale stap om de werkvloer zich weer eigenaar te laten voelen van hun werkprocessen. Ze krijgen een geheel nieuw perspectief om processen te verbeteren, buiten de vakinhoudelijke aspecten waar ze al goed in zijn om. Daarna is het pas het moment om bijvoorbeeld verbeterborden te introduceren en met andere Lean technieken aan de slag te gaan, zoals bijvoorbeeld 5S. Dan pas kan een basis kan worden gelegd voor standaarden en een beste manier van werken die dagelijks geëvalueerd wordt.
Jim Womack geeft aan dat we momenteel gevangen zitten in het tijdperk van de gereedschappen en dat het risico bestaat dat de gereedschappen te eenzijdig worden ingezet worden voor het reduceren van kosten. Om iedereen scherp te houden, beschrijf hij nog maar even de essentie van Lean:
The point of the Toyota Production System (Lean) is to very cleary understand what customers value and to provide that value in the most effective - what would also be the most efficient - way. So start with the customer and work your way backwards.
John Seddon doet in zijn boek The Whitehall Effect de onderstaande - scherpe - constatering over de zinloosheid van het merendeel van de tijd en moeite die het management stop in het oplossen van prestatie-problemen:
The quality theorists teach that more than 95% of the causes of performance are attributable to the system, the remaining 5% to the people who work in it'. If that is true (and it is), imagine the implications for all the 'people management' activities carried out in organisations: performance appraisal, motivational programmes, staff surveys, culture audits, managing the poor performer, and the like. Imagine the futility of phrases like 'our people are our most important asset', 'putting people first' and 'quality means you!' But that's how it is. So much of management's attention is directed to the 5%, not the 95%. It is the reverse of what is required: an almost entire waste of time, energy and talent.
Grondbeginselen van Lean volgens Natalie J. Sayer & Bruce Williams
Gepubliceerd in
Lean Six Sigma
okt
25
2020
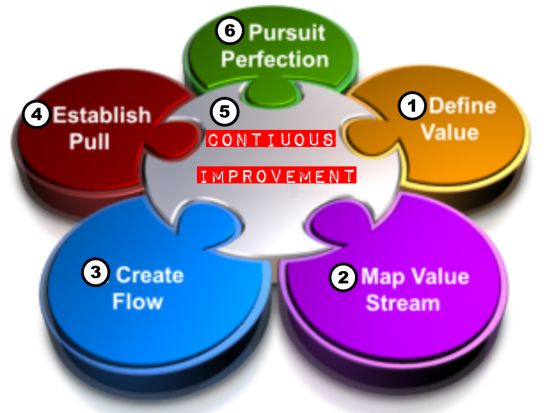
Natalie J. Sayer en Bruce Williams beschrijven in hun boek Lean voor dummies zes grondbeginselen van Lean:
De zes basisprincipes van Lean zijn:
Klantwaarde.
Waardestroomanalyse.
Voortdurende verbetering.
Flow.
Pull.
Perfectie.
Lean begint en eindigt altijd met de klant. De klant, en alleen de klant, is degene die de waarde van het product en de dienst definieert en bepaalt. Daarnaast wordt de waardestroom(value stream) in Lean gebruikt om alle activiteiten te beschrijven die worden uitgevoerd om een bepaald product of dienst te kunnen produceren en leveren. Om op de effectiefste manier waarde voor de klant te creëren, moet je je richten op het verbeteren van flow, het toepassen van pull en moet je naar perfectie streven. En Lean moet worden ingevoerd door mensen die worden gerespecteerd en betrokken, innovatief en gemachtigd zijn.
(1) Klantwaarde: alles draait altijd om de klant
... Zonder jouw klanten bestaat je bedrijf eigenlijk niet. Je klanten geven aan waar ze wel of geen waarde aan hechten. Klanten kweken verwachtingen en zij reageren op jouw aanbod met hun portemonnee en hun mening. De eerste fundamentele vooronderstelling voor alle Lean-organisaties, en de eerste stap van elke Lean-onderneming, is vaststellen wie de klant is en wat de klant waardeert. Wat wil de klant echt? Wat wil de klant vandaag? Wat wil de klant morgen? (...) Alles wat je in een Lean-organisatie doet, is uiteindelijk gericht op het zo effectief mogelijk bedienen van de klant.
(...)
Bij Lean definieert alleen de klant welke gedragingen in de waardestroom toegevoegde waarde hebben. Om als toegevoegde waarde te worden beschouwd, moet een proces, taak of activiteit die op enige manier van invloed is op het product of de dienst aan drie belangrijke criteria voldoen:
- De klant moet er voor willen betalen
- De activiteit moet het product of de dienst op de een of andere manier transformeren.
- De activiteit moet de eerste keer correct worden uitgevoerd.
(2) & (3) Waardestroomanalyse: de waardestroom nauwkeurig analyseren
Waarde wordt aan klanten geleverd via wat de waardestroom wordt genoemd. In een ideale of perfecte wereld zou de waardestroom alleen bestaan uit activiteiten met toegevoegde waarde. Dat is het ideaal waar je je op richt, maar in de werkelijkheid is niets perfect. ... Bij het analyseren van de waardestroom stel je alle activiteiten en gebeurtenissen vast die plaatsvinden om het product of de dienst bij je klant te krijgen. Je stelt ook de informatiestroom vast die de waardestroomactiviteiten ondersteunt. Deze activiteiten en gebeurtenissen kunnen in jouw faciliteit plaatsvinden, of ze vinden eerder in de waardestroom plaats bij de leverancier of verderop in de waardestroom bij de distributie of de aflevering. Over het algemeen begint een bedrijf zijn verbeteringen daar waar het rechtstreeks controle over heeft, en breidt dit later uit voorbij de organisatiegrenzen.
(...)
Eerst stel je de waardestroom vast in de huidige toestand: hoe werkt het vandaag allemaal? Vervolgens stel je de ideale toestand vast: hoe zou de waardestroom eruit zien als je het allemaal perfect kon doen? Deze value-stream map met de ideale toestand stelt je in staat te visualiseren hoe de waardestroom eruit zou zien zonder verspilling: alleen maar activiteiten met toegevoegde waarde. Perfectie.
Nadat de value-stream maps van de huidige en de ideale toestand zijn gedefinieerd, gaat een Lean-team aan de slag om de kloof tussen de twee toestanden te dichten. Het team voert kaizen (voortdurende verbetering)-activiteiten uit om de volgende toekomstige toestand te identificeren en in te voeren, zodat de organisatie dichter bij de ideale toestand komt. Iedereen in de organisatie en rondom de waardestroom is betrokken bij kaizen, als individu en als onderdeel van teams.
(4) Flow: laat het stromen
De ideale toestand van de waardestroom in Lean is een constante, stuksgewijze flow in alle processen zonder opstoppingen. (...) Als er flow is, zorgt iedereen ervoor dat het systeem op de juiste snelheid blijft bewegen om de juiste hoeveelheid op het juiste moment aan de klant te leveren. (...) In het ideale geval stoppen producten en diensten geen enkele keer vanaf het moment dat de eerste actie wordt ondernomen in de waardestroom totdat ze de klant bereiken. Vanaf het moment dat de klant er naar vraagt, maken producten en diensten hun reis door een set van activiteiten met toegevoegde waarde tot ze hun bestemming bereiken.
In een productfabricageomgeving is voor flow een ontwkkelings- en verwerkingssysteem nodig dat waarde toevoegt aan elk bestanddeel, een voor een, zonder onderbrekingen, zonder overtollige voorraad, zonder defecten of herbewerking, en zonder storingen aan de apparatuur. Processen moeten precies worden afgestemd op de snelheid van het verbruik van de klant.
(...)
Flow is een van die tegen de intuïtie indruisende principes van Lean. Je hebt minder tijd nodig, gebruikt minder middelen en zet minder geld vast in voorraad voor het produceren van je producten wanneer je vanuit een flowperspectief werkt. (...) Om constante flow te laten werken, moet je variatie verminderen en alle defecten, machinestoringen, herbewerkingen en onderbrekingen van wat voor soort dan ook uitbannen.
(5) Pull: door het systeem trekken
Denk aan producten en diensten die kunnen door een systeem worden getrokken (pull) als gevolg van een vraag van de klant, in plaats van dat ze door het systeem worden geduwd (push) door een vorig proces zonder enige relatie met het gebruik door volgende processen of de consument. In een Lean-onderneming gebruik je een pullsysteem.
(6) Perfectie: naar perfectie streven
Je vermogen om op een effectieve manier waarde te leveren aan de klant, is rechtstreeks gerelateerd aan je vermogen om verspilling tegen te gaan en het voor altijd op afstand te houden. Dit betekent dat Lean een reis is die nooit eindigt. Hoewel dit misschien zwaar klinkt, vooral in een doelgerichte maatschappij, is de realiteit dat er altijd wel iets te verbeteren is en zal zijn. Als je de processen nauwkeurig analyseert, zul je verspillingen ontdekken waarvan je niet wist dat ze bestonden, omdat ze werden gemaskeerd door grotere verspillingen. Het lijkt op het droogleggen van vijvers of moerassen. Je weet nooit wat er onder het oppervlak op de loer ligt totdat je dapper genoeg bent om te kijken; en dan moet je er iets aan doen.
Constante verbeteringen worden via kaizen bereikt. In de eenvoudigste vorm betekent kaizen dat je elke dag iets verbetert. Het is zowel een filosofie als een methodeleer. Kaizen-verbeteringen zijn meestal niet bedoeld als radicale, wereldschokkende verbeteringen. In plaats daarvan zijn het regelmatige, toenemende verbeteringen die beetje bij beetje verspilling op allerlei plekken uitbannen.
Bedrijven die net aan een Lean-reis beginnen, gebruiken vaak kaizen-events. Kaizen-events beginnen meestal met workshops die een belangrijke kans voor de organisatie bieden. (...)
Wanneer het om radicale verbetering gaat, heet dit kaikaku. Kaikaku staat voor 'alle regels overboord gooien'. Het kan in de vorm zijn van meerdere, gelijktijdige kaizen-events (ook wel bekend als kaizen-blitz).
Of het nou via kaizen of het ambitieuzere kaikaku is, het doel is hetzelfde: streven naar perfectie door verbetering. Verwijder verspilling bij alles wat je doet. Creëer een duurzaam, bloeiend bedrijf voor de lange termijn. Zoek voortdurend naar manieren om de klant beter van dienst te zijn.