Resultaatgericht volgens Willem Mastenbroek
Gepubliceerd in
Lean Six Sigma

Volgens Willem Mastenbroek kan een management-informatiesysteem een belangrijke bijdrage leveren aan resultaatgericht werken, kostenbewustzijn, kwaliteit en klantgerichtheid. Deze bijdrage bestaat uit het bieden van indicatoren die regelmatig de resultaten van de organisatorische eenheden zichtbaar maken in de vorm van kort-cyclische feedback.

De administratieve automatisering draagt vaak bij tot een wildgroei van informatie, kengetallen en bestanden. Het probleem dat dan ontstaat is het zodanig indikken van de beschikbare informatie tot gegevens die aan management en medewerkers daadwerkelijk houvast verschaffen. Het zou ideaal zijn als elk onderdeel en elk niveau van de organisatie over een beperkt aantal indicatoren beschikken, die periodiek de behaalde resultaten zichtbaar maken. Dergelijke resultaatmetingen sporen voortdurend aan tot resultaatverbetering. Ze mobiliseren energie, elke eenheid weet waarvoor ze staat.
Mastenbroek onderkent drie criteria voor indicatoren:
(1) Acceptatie
Indiciatoren moeten door betrokkenen geaccepteerd worden. Dat betekent dat er kaders van bovenaf aangereikt worden, maar dat betrokkenen een zeer belangrijke stem hebben in de uiteindelijke keuze, de vormgeving en het gebruik.
(2) Simpel en zichtbaar
INdicatoren moeten gemakkelijk herhaalbare informatie verschaffen. Het helpt als men voort kan bouwen op wat al lang bijgehouden werd. Als het elke keer weer een heel karwei is om de informatie bij elkaar te krijgen werkt het niet. 'Simpel' betekent ook beperkt in aantal. Een waslijst van indicatoren is een zwaktebod. Een beperking tot drie à vier is de kunst. 'Zichtbaar' betekent vooral ook aanschouwelijk in de zin van trendmatig en in grafische vorm weer te geven.
(3) Beïnvloedbaar en motiverend
Alleen als men ervaart dat men zelf de uitslag van de metingen kan beïnvloeden hebben de metingen zin en kunnen ze ook motiverend gaan werken. Indicatoren moeten dus grotendeels binnen het eigen verantwoordelijkheidsgebied vallen.
Volgens Mastenbroek zijn er bij het werken met indicatoren ook een aantal valkuilen en vuistregels van toepassing:
Valkuilen
- Bureaucratisering
- Cynisme
- Scores gebruiken voor controle en beoordeling
- Perfectionisme
- Ongeduld
- Intern professionalisme
- Onderschatting samenhang indicatoren met organisatie-cultuur
- verslappende managementaandacht
- niet bestand tegen stagnatie en impasses
Vuistregels
- 'inbakken' in de lijn in het normale overleg
- gebruik scores als platform voor resultaatverbetering
- absolute cijfers onbelangrijk, het gaat om de trend
- leren van fouten en wensen niet verdedigen - niet 'zwarte pieten' hoe kan het beter!!
- gebruik beproefde technieken van probeem-analyse en besluitvorming
- goede verticale communicatie; betrokkenheid van hogerhand
- evalueer af ten toe de kwaliteit van de communicatie (horizontaal & verticaal)
Het werken met resultaatsindicatoren komt pas goed van de grond als eenheden een duidelijke verantwoordelijkheid dragen voor specifieke resultaatgebieden. Verregaande functionele differentiatie is in dit opzicht een belemmering. Dit leidt tot een vergruizing van verantwoordelijkheden. Klachten zijn relatief gemakkelijk af te wentelen op andere schakels in de productieketen.
Bron: Resultaatsindicatoren, kwaliteit en klantgerichtheid - 'Meten is weten!' Valkuilen en vuistregeles, W.F.G. Mastenbroek, in: Het managen van kwaliteitsverbetering in de dienstverlening, Redactie. G.C. Ezerman & W.F.G. Mastenbroek
Laatst aangepast op donderdag, 02 december 2021 19:49
Continue verbeteren volgens Thomas Edison
Gepubliceerd in
Lean Six Sigma
Laatst aangepast op donderdag, 02 december 2021 19:49
Process stapling volgens Shapiro, Rangan & Sviokla
Gepubliceerd in
Lean Six Sigma

In het artikel Staple Yourself to an order (1992) bepleiten Benson P. Shapiro, Kasturi Rangan en John Sviokla om jezelf vast te nieten aan een order om vanuit een klantperspectief je eigen proces te beleven:
It's fashionable today to talk of becoming "customer oriented." Or to focus on that moment of truth when customers experience the actual transaction that determines whether or not they are completely satisfied. Or to empower frontline workers so they can delight the customer with their initiative and spunk.
None of that advice, however, focuses on the real way to harness the customer's interests in the operation of a company. The simple truth is that every customer's experience is determined by a company's order management cycle (OMC): the ten steps, from planning to postsales service, that define a company's business system. The order management cycle offers managers the opportunity to look at their company through a customer's eyes, to see and experience transactions the way a customer does. Managers who track each step ofthe OMC work their way through the company from the customer's angle rather than from their own.
In the course of the order management cycle, every time the order is handled, the customer is handled. Every time the order sits unattended, the customer sits unattended. Paradoxically, the best way to be customer oriented is to go beyond customers and products to the order. The moment of truth occurs at every step of the OMC, and every employee in the company who affects the OMC is the equivalent of a frontline worker. Ultimately, it is the order that connects the customer to the company in a systematic and companywide fashion.
Moreover, focusing on the OMC offers managers the greatest opportunity to improve overall operations and create new competitive advantages. Managers can establish and achieve aggressive goals-such as "improve customer fill rate from 80% to 98%," "reach 99% billing accuracy," or "cut order cycle time by 25%"- and force otherwise parochialteams to look at the entire order management cycle to discover how various changes affect customers. When the OMC is substituted for narrow functional interests, customer responsiveness becomes the overriding goal of the entire organization, and conflicts give way to systemic solutions. The best way for managers to learn this lesson and pass it on to their whole workforce is, in effect, to staple themselves to an order. They can then track an order as it moves through the OMC, always aware that the order is simply a surrogate for the customer.
In 2004 herhalen Shapiro, Rangan en Sviokla hun boodschap in een artikel met dezelfde titel Staple Yourself to an Order:
The executive who wants to delight customers—and thereby grow the top line—is apt to think big: Invent a breakthrough product; provide an extraordinary service. That’s great work if you can get it, but the more humble job of making sure customers aren’t excessively annoyed by the company’s order management processes may be more urgent and more relevant to future growth. Every time an order is handled, the customer is handled. Every time an order sits unattended, the customer sits unattended. Yet, to most senior executives, the details of the order management process are invisible. When managers take the time to track each step of the cycle, they come into contact with critical people like customer service representatives, production schedulers, order processors, and shipping clerks. Managers who “staple themselves to an order” will not only move horizontally across their own organization, charting gaps and building information bridges, but will also see the company from the customer’s perspective. There’s no better way to alter that perspective, improve interdepartmental relations, and—over the long haul—improve financial performance.
(...)
Of course, today, top managers know that customer service and customer satisfaction are critical to a company’s success. In one company after another, managers pursue the same solutions to problems that crop up with customers. They try to flatten the organization to bring themselves and nonmarketing people into direct contact with customers. But while flattening the organization is a fine idea, it’s not going to solve the real problem. No matter how flat an organization gets, no matter how many different functions interact with customers face-to-face—or phone to phone—what customers want is something else: to have their orders handled quickly, accurately, and cost-effectively.
What customers want is to have their orders handled quickly, accurately, and cost- effectively.
Here’s what top managers don’t do: They don’t travel horizontally through their own vertical organization. They don’t consider the order management cycle to be the system that ties together the entire customer experience and that can provide true customer perspective. Yet all ten steps are closely tied to customer satisfaction. Because the OMC is an intricate network that almost guarantees problems, top management’s job is to understand the system so thoroughly it can anticipate those problems before they occur. That means managers must walk up and down and from side to side, every step of the way.
Zie ook:
Bron:
Laatst aangepast op donderdag, 02 december 2021 19:48
Statistische probleemoplossing volgens Scholtes, Joiner & Streibel
Gepubliceerd in
Lean Six Sigma

In het boek Het TEAM handboek gaan Peter Scholtes, Brian Joiner & Barbara Streibel in op de waarde van het gebruiken van gegevens bij het oplossen van problemen. Zij beschrijven zowel een aantal hulpmiddelen voor het verzamelen van nuttige gegevens als het analyseren van de relatie(s) tussen gegevens.
Velen van ons hebben jaren doorgebracht zonder gegevens te gebruiken. We bedachten ideeën voor verbeteringen door gewoon de ervaring van het doorlopen van een proces te gebruiken of door met klanten te praten. Als er een probleem opkwam, gebruikten we onze ervaring en kennis om een oplossing te bedenken. Soms verdween het probleem, soms niet.
(…)
[H]et hanteren van gegevens helpt ons onze tijd, energie en middelen zo effectief mogelijk aan te wenden. Hulpmiddelen zoals een Pareto-diagram, een tijddiagram en een spreidingsdiagram dienen om patronen in gegevens te herkennen. Deze patronen helpen ons de problemen beter te identificeren en te begrijpen en een betere oplossing te kiezen. Maar de output van elk van deze hulpmiddelen is slechts zo goed als de data die worden ingevoerd. Men ontdekt te vaak dat de verzamelde gegevens niet helpen bij wat men wil bereiken. Dat kunnen de verkeerde gegevens zijn, of niet genoeg gegevens, of er ontbreekt belangrijke informatie waarmee het probleem beter begrepen kan worden.
Hulpmiddelen voor het verzamelen van gegevens
Het is de moeite waard stil te staan bij de vraag of de gegevens die u verzamelt betekenis hebben en voor uw behoeften geschikt zijn. Een paar concepten en hulpmiddelen die u kunnen helpen bij het verzamelen van nuttige gegevens zijn: (a) operationele definities, (b) stratificatie, (c) telkaarten en (d) stroomdiagrammen.
Ad (a) Operationele definities
Een operationele definitie beschrijft wat iets is en hoe het gemeten kan worden.
- Bepaal wat gemeten moet worden
- Bepaald hoe dat gemeten moet worden
- Zorg ervoor dat, ongeacht wie de metingen doet, de resultaten in essentie hetzelfde zijn
Ad (b) Stratificatie
Een andere sleutel voor het verzamelen van nuttige gegevens is het stratificatieconcept. Stratificeren betekent het verdelen van gegevens in categorieën om te zien welke factoren de meeste invloed op ons probleem hebben. Om gegevens te stratificeren maakt u een lijst van de dingen waarvan u denkt dat zij tot systematische verschillen in uw resultaten leiden.
Ad (c) Telkaarten
Een telkaart is een eenvoudig formulier voor het verzamelen van gegevens, waarop u turft hoe vaak zich iets voordoet. Aan het einde van de verzamelperiode worden alle streepjes opgeteld om tot een totaal te komen.
Telkaarten zijn gestructureerde formulieren waarmee gegevens gemakkelijk verzameld en geanalyseerd kunnen worden.
Ad (d) Stroomdiagrammen
Een stroomdiagram geeft een beeld van de verplaatsing van mensen, materialen, documenten of informatie binnen een gegeven ruimte (bijv. een proces). Een stroomdiagram van een proces beschrijft de meeste of alle stappen binnen een proces. Het doel of de bedoelde toepassing van het stroomdiagram kan helpen beslissen welk niveau van detaillering het meest geschikt is.
Hulpmiddelen voor het analyseren van gegevens
Telkaarten en stroomdiagrammen zijn hulpmiddelen voor het verzamelen van gegevens. Nadat gegevens verzameld zijn, kunnen de onderstaande hulpmiddelen gebruikt worden voor het bestuderen van de relatie tussen gegevens. Door deze relatie(s) te kennen, kunt u een probleem nauwkeuriger beschrijven, een verandering ontdekken, een strategie ter verbetering bepalen, potentiële oorzaken herkennen of resultaten laten zien.
(1) (1) Pareto-diagrammen
(2((2) Tijdkaarten
(3)(3) Controlekaarten
(4)(4) Frequentieverdelingen
(5)(5) Diagrammen van oorzaak en gevolg
(6)(6) Spreidingsdiagrammen
Ad (1) Pareto-diagrammen
Een Pareto-diagram is een serie kolommen waarvan de hoogte, de frequentie of het gevolg van problemen weergeeft. De kolommen worden in afnemende hoogte van links naar rechts geordend. Dit betekent dat de categorieën die door de hogere kolommen aan de linkerkant worden weergegeven relatief belangrijker zijn dan de categorieën aan de rechterkant. De naam van dit diagram is afgeleid van het Principe van Pareto (’80 procent van de narigheid ontstaat door 20 procent van de problemen’). Pareto-diagrammen helpen de inspanningen voor verbeteringen gericht te sturen, door de problemen te rangschikken naar hun oorzaak.
Ad (2) Tijdkaarten
Een tijdkaart is een grafiek van punten van gegevens, gerangschikt naar tijdsverloop. Tijdkaarten worden vaak gemaakt om te helpen herkennen of en wanneer een probleem zich voordoet, maar kunnen ook gebruikt worden om gegevens over trends of andere patronen die in de loop van de tijd optreden, te onderzoeken.
Ad (3) Controlekaarten
Een controlekaart is een tijdkaart met een extra eigenschap: deze kaart geeft ook de variatiebreedte aan die in het systeem is ingebouwd. De grenzen van deze breedte orden aangegeven door een statistische boven- en ondergrens. Deze worden volgens statistische formules berekend uit de over het proces verzamelde gegevens. Door deze grenzen kunt u snel verschuivingen van een of meer punten herkennen, in tegenstelling tot de tijdkaart waarmee verschuivingen slechts ontdekt kunnen worden nadat een aantal gegevenspunten in een bepaald patroon verschenen zijn.
Variatie
Als u de keuze zou hebben tussen werken met een proces dat voorspelbaar en consistent is en minimale verspilling kent, en een proces waarvan de prestatie wispelturig is, waarvan de kwaliteit de ene dag hoog en de volgende dag laag is, wat zou u dan kiezen? Het is niet moeilijk om de voordelen te herkennen van het hebben van een proces dat qua vermogen en prestaties consistent is.
Een van de voornaamste boosdoeners die zorgt dat processen onbetrouwbaar of wispelturig verlopen, is variatie. Elk proces kent variaties in output omdat er variaties in input zijn. In feite is er in elk proces een groot aantal mogelijkheden voor variatie. En dat betekent twee outputs – of dat nu onderdelen, rapporten of diensten betreft – nooit identiek zijn. (…)
Wij kunnen alle variaties in een proces elimineren, maar we hebben wel hulpmiddelen, zoals tijdkaarten en controlekaarten, die ons de aanwezige variatie doen begrijpen en waarmee we kunnen beslissen hoe we die variatie kunnen reduceren.
Om te weten of een proces echt consistent of voorspelbaar is, helpt het als u het verschil begrijpt tussen ‘algemene oorzaken’ en ‘speciale oorzaken’ van variatie.
Een algemene oorzaak is meestal het gevolg van veel kleine oorzaken van variaties. Het totaal van deze kleine oorzaken kan leiden tot een hoog niveau van variatie of een groot aantal defecten of fouten. Algemene oorzaken van de variatie in de aankomsttijd van een bus kunnen bijvoorbeeld zijn: de verkeersdrukte, het weer en hoe lang het duurt om bij elke halte passagiers op te nemen. De som bepaalt de inherente variatie van het proces en bepaalt derhalve de beperkingen en mogelijkheden van de betreffende busdienst.
Speciale oorzaken zijn niet altijd onderdeel van het proces. Zij ontstaan door bijzondere omstandigheden. Een nieuwe medewerker die de procedures niet kent, kan bijvoorbeeld tot een hoger foutenniveau leiden.
Voor het omgaan met elk soort oorzaak zijn verschillende benaderingen nodig. U dient een algemene oorzaak te achterhalen en te elimineren, maar algemene oorzaken worden vaak alleen gereduceerd door indringend speurwerk.
Controlekaarten helpen onderscheid te maken tussen variaties die inherent zijn aan het proces (variaties door ‘algemene oorzaken’) en variaties die voortkomen uit oorzaken die zich op onvoorspelbare wijze voordoen (de ‘speciale oorzaken’).
Een controlekaart gebruik je om een proces te volgen en te zien of het binnen statistische grenzen blijft. De bovenste beheersingslimiet (BBL) en de onderste beheersingslimiet (OBL). De BBL en de OBL geven aan hoeveel variatie voor het proces typerend is. Punten die buiten de limieten vallen of bijzondere patronen vomen, geven aan dat er een speciale oorzaak van de variatie is die onderzocht dient te worden.
Ad (4) Frequentieverdelingen
Een frequentieverdeling toont de vorm of de verdeling van de gegevens door aan te geven hoe vaak onderscheiden waarden zich voordoen.
Een frequentieverdeling of histogram begint met een lijn die wordt opgezet in eenheden die corresponderen met de gegevens. Vervolgens wordt boven een waarde een punt geplaatst voor elke keer dat die waarde in de gegevens voorkomt. Frequentieverdelingen zijn gemakkelijk te maken, tonen alle gegevenspunten en laten gemakkelijk zien wat er aan de hand is. Een snelle blik laat u meteen de spreiding van de metingen zien, geeft aan waar ongeveer het centrum ligt en hoe de gegevenspunten rond het gemiddelde zijn verdeeld (symmetrisch of naar één kant overhellend).
Ad (5) Diagrammen van oorzaak en gevolg
Een diagram van oorzaak en gevolg is een hulpmiddel voor het op gestructureerde wijze herkennen en vorm geven aan mogelijke oorzaken van een probleem. Soms wordt het een ‘Ishikawa-diagram’ genoemd, naar Kaoru Ishikawa die dit hulpmiddel ontwikkelde. Het wordt een ‘visgraatdiagram’ genoemd omdat het lijkt op het geraamte van een vis met een kop, ruggengraat en graten. Anders dan de vorige hulpmiddelen analyseert een visgraatdiagram geen gegevens. Het helpt mensen bij het structureren van hun ideeën en theorieën over oorzaken. Deze theorieën moeten later met gegevens worden geverifieerd.
Een visgraatdiagram is een soort kaart die de mogelijke relaties tussen oorzaken en gevolgen aangeeft:
- Het te onderzoeken probleem wordt in een kader aan de kop van het diagram beschreven
- Een lange pijl die naar de kop wijst, vormt de ruggengraat van de ‘vis’. De richting van de pijl geeft aan dat de onderwerpen die naar de pijl wijzen mogelijk de oorzaak van het in de kop beschreven probleem kunnen zijn.
- Er lopen een paar grote graten naar de ruggengraat. Deze grote gaten geven de voornaamste categorieën van mogelijke oorzaken van het probleem weer. Ook nu geeft de pijl de richting van de actie weer: van de punten op de kleinere graten denkt men dat zij het probleem in de kop veroorzaken.
- De kleinere graten geven de diepere oorzaken aan van de graten waarmee zij zijn verbonden. Elke graat is een verband in de keten van oorzaak-en-gevolg, die van de diepste oorzaak naar het te behandelen probleem leidt.
Ad (6) Spreidingsdiagrammen
Een spreidingsdiagram laat het verband zien tussen twee kenmerken. Waar je met een frequentieverdeling naar slechts één eigenschap tegelijk kunt kijken, laat een spreidingsdiagram u het verband tussen twee kenmerken zien. Het gebruikt worden om te controleren of de ene variabele gerelateerd is aan de andere, en het is een effectieve manier om het gevonden verband te communiceren.
Een spreidingsdiagram toont de ene variabele langs de verticale as en de andere langs de horizontale as. Elk gegevenspunt is de weergave van twee metingen. Het daaruit voortvloeiende patroon laat zien hoe de twee metingen met elkaar verband houden. (…) De vorm van de verspreiding van de punten geeft aan of de twee factoren aan elkaar gerelateerd zijn.
Bron: Het TEAM handboek, Peter Scholtes, Brian Joiner & Barbara Streibel
Bewaren
Laatst aangepast op donderdag, 02 december 2021 19:47
Process stapling volgens John Froger
Gepubliceerd in
Lean Six Sigma
Oud-CIO ABP John Froger geeft een interessant voorbeeld van 'visualiseren' in de vorm van process stapling:
"Ik heb tien jaar bij APB gezeten en ik zat daarvoor tien jaar bij de Sociale Verzekeringsbank. Daar wordt onder andere de AOW en de kinderbijslag uitgevoerd. In die tien jaar hebben we de gehele kinderbijslag van 'papier' naar 'digitaal' kunnen herontwerpen en vervolgens geautomatiseerd. Dus alles van scratch af aan."
Het oude AOW-proces bestond uit maar liefst 67 stappen. Toen de nieuwe president directeur van de SVB binnenkwam, wilde Froger duidelijk maken dat het proces niet goed in elkaar zat. "We hebben toen in twee zalen het hele AOW-proces nagebouwd. Dus 67 tafeltjes en aan elk tafeltje gebeurde er iets. We hebben hem een niet te moeilijke, maar ook niet te makkelijke AOW-aanvraag in handen gedrukt en lieten hem beginnen bij tafeltje één, een videocamera er achteraan en vervolgens fysiek het proces door. Het duurde een hele dag en ik hoefde hem daarna niets meer te vertellen. Ik kreeg carte blanche om het proces te transformeren naar slechts vier stappen." Het idee erachter was visualiseren. "Laat het maar zien. Een plaatje zegt meer dan honderd pagina's tekst."
Zie ook:
Laatst aangepast op donderdag, 02 december 2021 19:47
Lean volgens Esther Schuurmans
Gepubliceerd in
Lean Six Sigma

Esther Schuurmans geeft in haar podcast Een introductie in lean...met betovering en TROTS! (12 min.) een korte uitleg van Lean, waarbij ze de 5 Lean principes koppelt aan een bezoek aan de Efteling. Ze geeft hierbij de volgende definitie van Lean: "Lean is een business strategie om operationele activiteiten te organiseren en te verbeteren".
Laatst aangepast op woensdag, 01 december 2021 21:43
Processen volgens Martin van Zanten & Jeroen Macke
Gepubliceerd in
Lean Six Sigma

Martin van Zanten en Jeroen Macke geven in hun boek Extended Systems Engineering in de praktijk de onderstaande beschrijving van een proces:
Omgaan met processen
Het doel van elke organisatie is om bepaalde goederen en/of diensten aan hun klanten te leveren. ... Om deze goederen en/of diensten te kunnen leveren moeten deze organisaties een groot aantal activiteiten uitvoeren. Welke dat zijn, hangt natuurlijk af van de goederen of diensten die de organisatie levert. Een proces is niets anders dan een logische opeenvolging van activiteiten om van een bepaalde input tot een bepaalde output te komen. In dat licht bezien voert iedereen altijd een proces uit.
(...)
Overal worden ... activiteiten uitgevoerd om van een bepaalde input tot een bepaalde output te komen. Overal wordt dus procesmatig gewerkt. Wat organisaties bedoelen met procesmatig werken heeft te maken met doelmatigheid en efficiency waarbij de kwaliteit van de output voldoet aan de verwachtingen van de klant.
Wat is een proces?
[Een is] proces niets anders dan een logische opeenvolging van activiteiten, waarbij een bepaalde input wordt omgezet naar een bepaalde output.
Laten we als voorbeeld de activiteiten van een bakker nemen. Een bakker moet grondstoffen bestellen. Bij ontvangst moet hij deze controleren en daarna opslaan in geconditioneerde ruimtes. Vervolgens zal hij voorbereidingen gaan treffen om het brood te bereiden. Hij maakt het deeg, laat het rijzen in de rijskast en plaatst het in de oven, waar de broden worden gebakken. Daarna zal hij het brood naar de winkel vervoeren, zodat het verkocht kan worden. Behalve dit heeft de bakker ook te maken met andere activiteiten.
(...)
Hoewel een proces vaak als iets abstracts en moeilijks gezien wordt, is het eigenlijk heel logisch dat je altijd een proces uitvoert. Je bent namelijk altijd bezig met het uitvoeren van activiteiten om tot iets te komen (= de output). En om deze activiteiten te kunnen uitvoeren heb je een bepaald input nodig. Dit geldt zowel tijdens het werk als in je privé-omgeving.
Daar waar we in onze werkomgeving enigszins ingewikkeld doen over processen, verwachten we in onze privé-omgeving vaak duidelijke procesbeschrijvingen, omdat we anders de desbetreffende activiteiten niet goed kunnen uitvoeren.
Vrijwel ieder huishouden heeft bijvoorbeeld wel één of meerdere kookboeken in de kast staan. Een kookboek is niets anders dan een verzameling procesbeschrijvingen (recepten) om te komen tot verschillende maaltijden. Elk recept geeft aan wat je nodig hebt, de input (de soorten ingrediënten en hoeveelheden). Daarna worden de activiteiten beschreven om tot de uiteindelijke maaltijd te komen (de output).
(...)
[Bij bijna alles wat je doet] volg je een proces. Of je het proces gaat beschrijven, op welke wijze en met welke diepgang, hangt af van het soort proces en degenen die ermee moeten werken. De activiteiten die piloten moeten uitvoeren alvorens het vliegtuig mag vertrekken, zijn bijvoorbeeld zeer nauwkeurig omschreven. Voor het organiseren van een dagje weg met vrienden zul je niet zo gauw een procesbeschrijving opstellen.
Naast processen wordt ook gebruik gemaakt van procedures. Het verschil tussen een proces en een procedure is dat in de laatste duidelijk wordt gemaakt wie de activiteiten uitvoert en wie waarvoor verantwoordelijk is.
Bij het beschrijven van processen is het uitermate belangrijk om allereerst het doel van het proces te definiëren. Op basis daarvan worden de output en de input gedefinieerd, gevolgd door de activiteiten. Vervolgens wordt een procedure opgesteld, die onder andere aangeeft wie waarvoor verantwoordelijk is, wie welke activiteiten uitvoert en welke middelen noodzakelijk zijn om de activiteiten te kunnen uitvoeren.
Bron: Extended Systems Engineering in de praktijk, Martin van Zanten & Jeroen Macke
Laatst aangepast op zaterdag, 27 november 2021 17:45
Procesmanagement volgens Hugo Hendriks
Gepubliceerd in
Lean Six Sigma
In het boek Procesmanagement in de praktijk beschrijft Hugo Hendriks wat hij verstaat onder procesmanagement:
Wat is procesmanagement?
Nu de definitie van een proces helder is en u tevens hebt geleerd dat processen op verschillende manieren ingedeeld kunnen worden, is het tijd om te kijken naar het managen van processen. De term 'management' slaat in het algemeen op 'beheer, leiding van een bedrijf of organisatie'. Onder het managen van een proces kunt u dus verstaan: het beheren van of leidinggeven aan een proces.
Van Pampus (2010) definieert procesmanagement als 'het beheersen en sturen van de organisatie door gebruik te maken van (informatie uit) de processen'. Hardjono en Bakker (2007) definiëren procesmanagement als 'het beheersen, beïnvloeden en controleren, naar onze hand zetten en als het even kan voorspelbaar maken van processen'. Tolsma en De Wit (2009) nemen deze definitie grotendeels over: 'het (kunnen) beheersen, beïnvloeden, controleren en daarmee het voorspelbaar maken van processen'.
Centraal in deze definities staan het beheersen en beïnvloeden van processen. De reden waarom dat gebeurt, is omdat een organisatie haar doelen wil realiseren. Dit boek hanteert daarom de volgende definitie: 'Procesmanagement is een systematische en beheerste beïnvloeding van processen om ervoor te zorgen dat de organisatiedoelen worden gerealiseerd.'
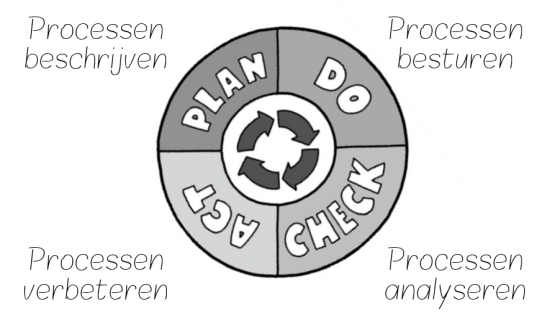
Dit betekent wel dat de processen een bekend verloop hebben (processen beschrijven), dat de doelen bekend zijn (processen besturen), dat bewaakt wordt of de processen ook juist verlopen (processen analyseren) en dat processen worden bijgestuurd wanneer nodig (processen verbeteren). Daarmee ontstaat de PDCA-cyclus, zoals al beschreven in de introductie van dit boek:
— plan: processen beschrijven;
— do: processen besturen;
— check: processen analyseren;
— act: processen verbeteren.
Bron: Procesmanagement in de praktijk, Hugo Hendriks
Laatst aangepast op zondag, 31 oktober 2021 13:15
Klantbehoeften volgens Jos Burgers
Gepubliceerd in
Lean Six Sigma
Jos Burgers beschrijft in zijn boek Gek op gaten - ontdek wat klanten écht willen de krachtige metafoor van de boor en de gaten om duidelijk te maken wáár het om gaat bij het nadenken over klantbehoeften. Hij introduceert de beeldspraak aan de hand van een een ontmoeting die hij ooit had met een man die 'in de verspanende gereedschappen' zat en de overtuiging was toegedaan dat dit ook hetgeen was waar zijn klanten naar op zoek zijn. Burgers laat - als marketingman - zien dat dit misschien wel is wat hij levert, maar niet hetgeen waar de klanten écht gelukkig van worden.
Wij marketingmensen zijn altijd geïnteresseerd in wat klanten zoeken. In wat ze willen. Wat hun wensen en behoeften zijn', ging ik verder. 'Waar zijn uw klanten nu precies naar op zoek?' 'Waar mijn klanten naar op zoek zijn? Nou, naar verspanende gereedschappen. mag ik hopen. Dat is namelijk wat wij leveren.'
'Laat ik de vraag anders stellen', vervolgde ik, 'waar worden uw klanten nu écht gelukkig van?'
Zijn verbazing over mijn domme vraag sloeg nu om in irritatie en hij maakte aanstalten om mij voor eens en voor altijd duidelijk te maken dat zijn klanten maar voor één ding naar hem toe kwamen: voor verspanende gereedschappen. Maar hij bedacht zich en zei: 'Kijk, wat leveren wij zoal? U kent natuurlijk ons assortiment niet. Wij leveren onder andere beitels, zagen, boren, tappen, frezen. En slijpschijven, niet te vergeten.' Hij pauzeerde even om na te denken. 'Als u me dan vraagt waar mijn klanten gelukkig van worden, dan zou ik op de eerste plaats zeggen: van boren. Houtboren, metaalboren. En diamantboren natuurlijk, daar is echt veel vraag naar.'
Ik keek hem strak aan en zei: 'Ik wil natuurlijk niet vervelend doen, maar volgens mij worden uw klanten niet echt gelukkig van boren.' Hij keek mij vragend aan, dus ik vervolgde: 'Volgens mijn bescheiden mening zijn uw klanten vooral gek op gaten.' `Gek op gaten?' `Ja, gek op gaten!', herhaalde ik. `Tja, dat is zo ongeveer hetzelfde als boren', mompelde hij. Op het gevaar af belerend te worden, legde ik hem uit dat klanten vooral gelukkig worden van gaten. Het liefst zonder daarvoor te hoeven boren. `Dat lukt niet zonder boren', verzuchtte hij nog.
Als je een verzonnen verhaal honderden malen hebt verteld, ga je op den duur nog denken dat het waargebeurd is ook. Zo ook met dit verhaal. Toen ik besloot om een boek te schrijven over het basisprincipe van marketing, denken vanuit je klant, stond voor mij vast dat het boren en gatenverhaal de rode draad zou moeten vormen. De boor staat in die beeldspraak voor de producten en/of diensten die je levert, de gaten voor de wensen en behoeften van je klanten. Waar zijn zij eigenlijk écht gek op?
Bron: Gek op gaten - ontdek wat klanten écht willen, Jos Burgers
Laatst aangepast op maandag, 25 oktober 2021 15:22
Eenpuntslessen volgens Daniël E. Brouwer
Gepubliceerd in
Lean Six Sigma
Daniël E. Brouwer beschrijft in zijn boek Het procesboek voor de functioneel beheerder het Lean-instrument Eenpuntsles (EPL) voor het opstellen van een (visuele) werkinstructie:
Eenpuntsles (EPL)
EPL, de afkorting van eenpuntsles, is een visuele werkinstructie. Het doel van een EPL is om een werkwijze te verbeteren of een probleem op te lossen. Het liefst op één A4, zodat je de EPL gemakkelijk kunt uitprinten en ophangen. De EPL visualiseert de beste manier om een taak uit te voeren (best practice).
Aanpak
[1] Als je met EPLs gaat werken doe je er verstandig aan een sjabloon te ma-ken waaraan alle EPLs moeten voldoen.
[2] Bepaal de mogelijke onderwerpen voor de EPL.
[3] Houd een overzicht bij van alle EPLs. Je noteert in dit overzicht het versie-1 nummer en de eigenaar van de EPL en je geeft aan of de EPL al in gebruik is genomen.
[4] Doe een lakmoesproef: laat een willekeurige medewerker de EPL uitvoeren. Verwerk de feedback uit die test direct.
[5] Een EPL heeft alleen waarde als hij uitgevoerd kan worden. Dus instrueer medewerkers voor wie de EPL bedoeld is, ook al duurt die uitleg maar kon.
[6] De eigenaar moet zorgen dat de EPL actueel is en blijft. Signaleer je als functioneel beheerder dat een wijziging impact heeft op de EPL, geef dat 1 dan direct door aan de eigenaar van de EPL.
Valkuil
Een EPL die niet of niet goed gebruikt wordt, is waardeloos. Sterker nog, als EPLs genegeerd worden, dan kan een cultuur ontstaan waarin het nakomen van afspraken niet vanzelfsprekend is. Het doel van een EPL is het correct uitvoeren van een proces en dat proces is bedacht om aan de afspraken of bedrijfsdoelstellingen te kunnen voldoen.
Bron: Het procesboek voor de functioneel beheerder, Daniël E. Brouwer
Laatst aangepast op donderdag, 21 oktober 2021 18:59
|