Value Stream Mapping volgens Daniël E. Brouwer
Gepubliceerd in
Lean Six Sigma

Daniël E. Brouwer beschrijft in zijn boek Het procesboek voor de functioneel beheerder het Lean-instrument Value Stream Mapping voor het analyseren van een bedrijfsproces ('waardestroom'):

VSM-procesanalyse
Om een proces gedetailleerd te analyseren kun je een waardestroomanalyse uitvoeren, in het Engels een Value Stream Map (VSM) genoemd. De afkorting VSM is een gangbare aanduiding, dus die hanteren we ook in dit boek. De VSM is het ultieme gereedschap, de onmisbare waterpomptang in de gereedschapskist van iedere functioneel beheerder.
Een VSM is een slimme en relatief simpele methode om (een deel van) het proces visueel te maken en er opmerkingen, waarderingen, meetgegevens en dergelijke aan toe te voegen, zodat je een totaalbeeld krijgt van de situatie. Je kunt deze methode ook gebruiken om de toekomstige situatie in kaart te brengen. Een VSM wordt onder andere gebruikt als tool voor communicatie, business planning en verandermanagement.
Zodra de VSM klaar is, weet je:
- Welke processtappen er zijn.
- Welke activiteiten binnen een processtap worden uitgevoerd.
- Of een activiteit waarde toevoegt.
- Of een activiteit geen waarde toevoegt.
- Of een activiteit geen waarde toevoegt, maar wel noodzakelijk is.
- Hoelang een activiteit, een processtap en het totale proces duurt.
- Hoe efficiënt het proces is.
Hoe maak je een VSM?
Het maken van een procesanalyse met een VSM is niet ingewikkeld als het het stappenplan goed volgt. Een VSM maak je niet alleen - dat doe je samen met de mensen die onderdeel zijn (of zullen worden) van het proces dat je in kaart wilt brengen (in ieder geval de key users). Afhankelijk van de complexiteit van het proces duurt het maken van een VSM 1 à 2 dagdelen.
Het stappenplan
De VSM-methode bestaat uit vijf stappen Elke stap word hierna duidelijk uitgelegd, zodat je met dit stappenplan zelf direct aan de slag kunt.
1. De workshop voorbereiden
2. Het doel bepalen
3. De processtappen in kaart brengen
4 De activiteiten in kaart brengen
5 Details toevoegen
1. De workshop voorbereiden
Er zijn verschillende werkvormen om een procesanalyse te maken, maar onze voorkeur gaat uit naar een workshop. Verzamel eerst alle rapportages die je kunt vinden over het onderwerp. Hoe meer feitenkennis, hoe nauwkeuriger je beeld van de situatie. Zo voorkom je bovendien dat er te veel discussie ontstaat gebaseerd op meningen - richt je op de feiten. Nodig voor de workshop alle mensen uit die onderdeel uitmaken van het proces. Voor de workshop heb je een groot vel papier, stiften en gekleurde post-its nodig.
2. Het doel bepalen
Om je doel te kunnen bepalen heb je de feedback van de klant nodig over een dienst, proces (of deel van een proces) of product. Wil je de klanttevredenheid handhaven of verbeteren, dan is deze feedback noodzakelijk. Een andere manier om het doel helder te krijgen is een SIPOC-analyse (zie paragraaf 4.1.1). De mening van de klant is belangrijk om straks te kunnen bepalen of een activiteit waarde toevoegt. We onderscheiden drie categorieën: tijd (T), geld (€) en kwaliteit (Q). Laat de klant liefst één, maximaal twee aspecten kiezen die aangepakt moeten worden. Dat is het doel waar je je op gaat richten. Schrijf die op een post-it en hang ze goed zichtbaar in een hoek van het vel papier. In ons voorbeeld wil de klant dat het proces korter duurt dan 2 werkdagen.
3. De processtappen in kaart brengen
Nu je weet wat de klant wil, moet je het proces in kaart brengen. Ga samen met de groep de losse stappen van het proces bepalen en plak ze op. In ons voorbeeld hebben we drie processtappen geïdentificeerd (zie de figuur bovenaan de volgende pagina). Heb je een SIPOC gebruikt om de scope van je proces aan te geven, dan kun je de activiteiten die in de kolom Process onder elkaar staan hier naast elkaar overnemen als processtappen.
4. De activiteiten in kaart brengen
Nu wordt het interessant: je gaat alle activiteiten die worden verricht opschrijven en onder de processtappen hangen. Wees zo gedetailleerd mogelijk. Gebruik gekleurde post-it, zodat je het verschil ziet tussen een processtap en een andere een activiteit.
5. Detailinformatie toevoegen
Uitstekend. Je hebt nu een goed overzicht van het hele proces. Vraag nu aan de deelnemers hoelang de individuele activiteiten ongeveer duren. Bepaal hoe je die tijdsduur noteert (in minuten, uren, dagen) en schrijf die op de post-its.
Nu je weet hoelang elke activiteit duurt, kun je aan de hand van de feedback van de klant bepalen welke activiteiten waarde toevoegen. Dat kan een lastige exercitie zijn, want je moet hiervoor door de bril van de klant kunnen kijken. We verdelen de activiteiten in drie categorieën:
- Een activiteit die wel waarde toevoegt (WW)
- Een activiteit die geen waarde toevoegt (GW)
- Een activiteit die geen waarde toevoegt, maar wel noodzakelijk is (NW)
Gebruik voor elke waardecategorie een andere kleur stip, bijvoorbeeld een groene stip voor WW, een blauwe stip voor GW en een rode stip voor NW. Bepaal nu samen met de groep welke activiteit waarde toevoegt en welke niet.
Bron: Het procesboek voor de functioneel beheerder, Daniël E. Brouwer
Laatst aangepast op donderdag, 21 oktober 2021 18:50
Lean-metrieken volgens Daniël E. Brouwer
Gepubliceerd in
Lean Six Sigma

Daniël E. Brouwer beschrijft in zijn boek Het procesboek voor de functioneel beheerder een aantal belangrijke metrieken (metrics) binnen Lean:
METEN
Meten is weten. Ook de status of prestaties van een proces kun je meten. Het doel van zo'n procesmeting is inzicht verkrijgen in een bepaald aspect van het proces — hoe sta je ervoor? Waarden die daarvan een goede indicatie geven, noemen we 'key performance indicators' of kortweg kpi's. Een kpi is een meetbare variabele die aangeeft hoe het proces op een specifiek onderdeel presteert. Voorbeelden van kpi's zijn bijvoorbeeld de gemiddelde doorlooptijd, geproduceerde aantallen of een klanttevredenheidscijfer (zoals een NPS-score), maar er zijn uiteraard nog veel meer kpi's te bedenken.
Om een proces te kunnen verbeteren of bijsturen hebben we 'getallen' nodig. Lean Six Sigma gebruikt daarvoor de term metrieken (metrics), de meetbare prestaties van een proces. De meest voorkomende, meetbare eigenschappen van een proces zijn:
- Doorlooptijd
- Procestijd
- Cyclustijd
- Wachttijd
- Doorstroomsnelheid
- Reactietijd
- Voorraad
Doorlooptijd (DLT)
De doorlooptijd is de tijd tussen de aanvraag van de klant en de levering aan de klant. Hieronder vallen naast alle processtappen dus ook de eventuele wachttijden.
Procestijd
De procestijd (ook wel werktijd) is de tijd die daadwerkelijk aan het uitvoeren van de taak wordt besteed. Die tijd heb je dus nodig om de opdracht uit te voeren. Dit is de nettotijd, omdat wachttijden en voorraadvorming niet worden meegerekend.
Cyclustijd
De tijd tussen start en finish van de productiecyclus. De cyclustijd is dus de tijd die nodig is om van begin tot eind één eenheid te produceren. De cyclustijd geeft een indicatie hoeveel tijd het kost om aan de vraag te voldoen.
Wachttijd
De inactieve tijd tussen twee activiteiten binnen het proces. Denk bijvoorbeeld aan het wachten op feedback van een gebruiker of de tijd die verloren gaat tussen twee processtappen.
Doorstroomsnelheid
De doorstroom is het aantal items dat door een systeem of proces gaat.
Reactietijd
De inactieve tijd tussen twee activiteiten binnen het proces. Het is een vorm van wachttijd maar over deze tijd zijn afspraken gemaakt. De reactietijd wordt meestal aan het begin van een proces gemeten.
Voorraad
Met voorraad wordt bedoeld: alle items in een systeem of proces waar op een bepaald moment in de tijd niets mee gebeurt. Denk aan openstaande meldingen in een meldingensysteem.
Bron: Het procesboek voor de functioneel beheerder, Daniël E. Brouwer
Laatst aangepast op maandag, 11 oktober 2021 10:14
Meetsysteemanalyse volgens Daniël E. Brouwer
Gepubliceerd in
Lean Six Sigma
Daniël E. Brouwer beschrijft in zijn boek Het procesboek voor de functioneel beheerder het belang van een meetsysteemanalyse als het gaat om het meten van de procesprestaties:
Meetsysteemanalyse
De uitspraak 'meten is weten' geldt tot op zekere hoogte. Als je gaat meten, moet je goed nadenken hoe je die meting uitvoert, om ervoor te zorgen dat de meetresultaten de werkelijkheid weerspiegelen. Een meetmisser is zo gemaakt. Om meer zekerheid te krijgen over de meting (en dus ook over de meetresultaten) is het verstandig om een zogenoemde meetsysteemanalyse te doen. Klinkt ingewikkeld? Dat valt best mee — het zijn enkele uitgangspunten die je helpen om een meting op waarde te schatten.
Met een meetsysteemanalyse maak je een gewogen inschatting van oorzaken die de meting kunnen beïnvloeden of verstoren. Factoren die tijdens de meting kunnen zorgen voor 'variatie' zijn:
? De meetmethode
? De persoon die de meting uitvoert
? De manier waarop je data verzamelt
? De omgeving
Je moet er dus rekening mee houden dat er variatie kan optreden bij het meten. We noemen dit ook wel de validiteit van de indicator. Ga ervan uit dat wat je meet nooit 100% betrouwbaar is! Bij het beoordelen van een meting spelen de volgende kenmerken een rol:
1. Onderscheidend
Kan het meetsysteem ook kleine verschillen in de werkelijke waarde waarnemen? Dit wordt soms ook wel de resolutie genoemd.
2. Accuraatheid
Hoe nauwkeurig is de meting? In hoeverre komt deze overeen met of wijkt deze af van de werkelijkheid (afwijking = bias)?
3. Lineariteit
Is de accuraatheid consistent over het gehele bereik van metingen? Met andere woorden, is de bias constant?
4. Stabiliteit
Is het meetsysteem stabiel in de tijd? Wordt dezelfde waarde onder dezelfde omstandigheden ook met dezelfde uitkomst gemeten.
5. Herhaalbaarheid
Is er een afwijking tussen twee opeenvolgende metingen van dezelfde waarde onder dezelfde omstandigheden?
6. Reproduceerbaarheid
Geeft de meting hetzelfde resultaat als iemand anders de meting uitvoert onder dezelfde omstandigheden?
Waarom moet je dit allemaal weten? De kernboodschap is: probeer altijd te beredeneren of een meetwaarde ook echt de werkelijke waarde is. Is hij representatief voor de werkelijkheid? Meetafwijkingen zijn niet ongebruikelijk.
Bron: Het procesboek voor de functioneel beheerder, Daniël E. Brouwer
Laatst aangepast op donderdag, 21 oktober 2021 18:45
SIPOC volgens Daniël E. Brouwer
Gepubliceerd in
Lean Six Sigma
Daniël E. Brouwer beschrijft in zijn boek Het procesboek voor de functioneel beheerder het SIPOC-model als instrument voor het beschrijven van een proces:
SIPOC
Als functioneel beheerder heb je regelmatig de behoefte om snel inzicht to krijgen in een proces en de relatie tussen de verschillende belanghebbenden. De SIPOC-procesanalyse is een eenvoudige tool uit de gereedschapskist van Six Sigma waarmee je in korte tijd de belangrijkste onderdelen van een proces in kaart brengt. SIPOC gaat uit van een 'happy flow' - ofwel een proces dat helemaal volgens verwachting verloopt. Alle afwijkingen laat je dus buiten beschouwing - het model wordt anders onnodig complex. Regelmatig betreft het overigens een deelproces en geen volledig proces.
SIPOC is een acroniem dat staat voor:
? Supplier. Van wie of wat krijg je input voor je proces?
? Input. Wat heb je nodig om de processtappen te kunnen uitvoeren? Gebruik voor de beschrijving zelfstandige naamwoorden
? Process. Welke 4 tot 7 processtappen worden er uitgevoerd? Gebruik werkwoorden.
? Output. Wat leveren de processtappen op? y zelfstandige naamwoorden
? Customer. Voor wie (intern of extern) is deze output bestemd"'
Stappenplan
Een SIPOC maak je niet alleen maar met een team. Je nodigt hiervoor de mensen uit die te maken hebben met hetproces dat je in kaart wilt brengen. De input voor een SIPOC kan overal vandaan komen: incidenten, vragen van gebruikers, enzovoort.
Bij het maken van een SIPOC houd je deze volgorde aan: Process, Output, Customer, Input en Supplier. Dat lijkt onlogisch, want het is toch 'SIPOC' en niet 'POCIS', maar dat doe je omdat het proces de basis is voor je SIPOC (dus daarom begin je daarmee). In het volgende voorbeeld maken we een SIPOC ?an een proces voor het managen van incidenten.
Stap 1. Process
In de eerste stap van de SIPOC-analyse breng je het proces in kaart. Hanteer de vuistregel dat een proces uit niet meer dan 4 tot 7 stappen mag bestaan. Kom je tot meer stappen, dan beschrijf je het proces waarschijnlijk te gedetailleerd. Het doel is en blijft een procesbeschrijving op hoofdlijnen!
Stap 2. Output
Elke processtap zorgt voor output — het levert iets op, een resultaat. Noteer die output in het schema.
Stap 3. Customer
Schrijf op wie de 'klant' van de output is - waar gaat deze output heen? Dat kan per output één klant zijn, maar ook meerdere. Beperk je wel tot een algemene omschrijving.
Stap 4. Input
Vaak is de output van de ene stap de input voor een andere stap. Het is echter ook mogelijk dat de input afkomstig is uit een ander proces.
Stap 5. Supplier
Deze kolom kun je vaak rechtstreeks kopiëren vanuit de kolom Cust maar dan één regel omlaag versprongen. Let op, want dat is niet altijd het geval, dus blijf nadenken. Het eerste item in de kolom Supplier komt door overeen met het laatste item in de kolom Customer - degene die bij de van een proces iets wil, is immers ook degene die aan het eind iets krijgt.
Bron: Het procesboek voor de functioneel beheerder, Daniël E. Brouwer
Laatst aangepast op maandag, 11 oktober 2021 10:08
Procesvolwassenheid volgens Daniël E. Brouwer
Gepubliceerd in
Lean Six Sigma
Daniël E. Brouwer beschrijft in zijn boek Het procesboek voor de functioneel beheerder hoe binnen zgn. procesvolwassenheidsmodellen de 'volwassenheid' van een proces vaak wordt beschreven in termen van vijf niveaus:
PROCESVOLWASSENHEID
Een mens is volwassen als hij of zij zichzelf kan redden. Een volwassen mens heeft zich ontwikkeld tot een bepaald niveau. Voor een proces geldt eigenlijk hetzelfde. Om de mate van volwassenheid van een proces uit te drukken maken we gebruik van een volwassenheidsmodel. Met zo'n model kun jen dus op een eenvoudige en en effectieve manier het volwassenheidsniveau van een proces bepalen. De volwassenheid zegt iets over het ontwikkelstadium van een proces, de fase waarin een proces zich bevindt. En die kennis biedt een referentiekader om systematisch verbeteringen in een proces te kunnen doorvoeren – routekaart voor procesverbetering.
Zit je qua volwassenheid op een bepaald niveau, dan geeft het model aan waaraan je moet voldoen en over welke vaardigheden je moet beschikken om op het volgende niveau te komen. Het volwassenheidsniveau vertelt dus hoe goed je bent, althans volgens het model dat je gebruikt om die volwassenheid aan te tonen! En daarin schuilt meteen het grootste risico als je een volwassenheidsmodel gebruikt. Het is een vereenvoudigde, theoretische weergave van de werkelijkheid.
Waar je ook op moet letten bij het gebruik van een dergelijk model is dat een hoger niveau niet per se beter is. Je moet dat situationeel bekijken. Werken op een hoger niveau brengt andere uitdagingen met zich mee dan werken op een lager niveau. Het is niet altijd nodig om naar een hoger niveau te streven — in een bepaalde situatie kan het huidige niveau het beste niveau zijn.
Gebruik een volwassenheidsmodel om te verklaren waarom dingen zijn zoals ze zijn. De beschrijving van het volgende niveau biedt een leidraad voor wat je moet doen om de heersende situatie te veranderen. Gebruik het model om de huidige werkelijkheid te verklaren en als richtingaanwijzer om steeds professioneler te worden.
Hoewel er verschillende volwassenheidsmodellen bestaan, hebben ze vaak één ding gemeen: het gangbare aantal volwassenheidsniveaus is vijf:
1. Ad hoc
2. Herhaalbaar
3 Gestandaardiseerd
4. Beheerst
5. Geoptimaliseerd
Bij de eerste drie niveaus is de organisatie intern gericht. Het proces werkt, maar mist de aansluiting met het uiteindelijke doel: voldoen aan de wensen van de klant. Vanaf niveau 3 komt de klant steeds meer in beeld en is het proces steeds meer gericht op het leveren van waarde voor de klant.
(…)
Niveau 1: Ad hoc
Werkzaamheden worden ad hoc uitgevoerd en zijn niet beschreven. Succes is meer geluk dan wijsheid. Als er al sprake is van processen, dan zijn deze verre van optimaal en de uitkomst is doorgaans onvoorspelbaar. Brandjes blussen is aan de orde van de dag en men heeft de situatie niet volledig onder controle. Ook wordt er op dit niveau niet gestuurd op kpi's (key performance indicators). Alles gebeurt reactief.
Niveau 2: Herhaalbaar
Op dit niveau zijn de processen beschreven en worden de werkzaamheden steeds op dezelfde manier uitgevoerd (herhaald). Voor een proces zijn de taken, bevoegdheden en verantwoordelijkheden vastgelegd en het proces wordt gecontroleerd uitgevoerd. Wel is er nog steeds sprake van een interne focus.
Niveau 3: Gestandaardiseerd
Alle processen zijn gestandaardiseerd, gedocumenteerd en gecontroleerd. worden aangestuurd en er vinden audits (controles) plaats. Op dit niveau staat het sturen op resultaat centraal. De onderlinge afspraken zijn vastgelegd in een Service Level Agreement (SLA) en/of een Dossier Afspraken en Procedures (DAP).
Om het volgende niveau te bereiken zijn extra investeringen nodig. Om die reden stoppen veel organisaties met het doorgroeien naar het volgende niveau.
Niveau 4: Beheerst
Op dit niveau worden de prestaties voortdurend gemeten en actief bijgestuurd. Het proces wordt volledig ‘beheerst’. De informatie die voortkomt uit de uitvoering van het proces wordt gebruikt om het proces te verbeteren.
Niveau 5: Geoptimaliseerd
Op dit niveau worden processen systematisch verbeterd en proactief bijgestuurd. Als er een informatiesysteem wordt ingevoerd, heeft dat geen invloed op de processen. Op dit niveau zijn de processen dus robuust.
Bron: Het procesboek voor de functioneel beheerder, Daniël E. Brouwer
Laatst aangepast op zaterdag, 09 oktober 2021 19:34
Processen volgens Daniël E. Brouwer
Gepubliceerd in
Lean Six Sigma
Daniël E. Brouwer wijst in zijn boek Het procesboek voor de functioneel beheerder op het belang van processen, waarbij er voor functioneel beheer negen processen worden onderscheiden. Op onderstaande wijze beschrijft hij wat hij verstaat onder een proces:
Wat is dan de definitie van een proces?
(...)
Een proces is een doelgerichte ordening van activiteiten om een vooraf vastgesteld resultaat te bereiken.
Het liefst voegen al die activiteiten in een proces ook waarde toe voor de klant, maar de werkelijkheid is weerbarstiger.
Waarde toevoegen met processen
Wat bedoelen we met 'waarde'? Om dat goed te kunnen uitleggen, moet je eerst weten waar die focus op 'waarde' vandaan komt. Die is afkomstig uit Lean, een managementfilosofie die erop gericht is om met zo min mogelijk verspilling in het proces zo veel mogelijk waarde te realiseren voor de klant. En 'waarde' is datgene waarvoor de klant bereid is te betalen.
Waarde is per definitie subjectief: wat voor de één waardevol is, is voor de ander misschien waardeloos. Een luxeproduct is hiervan een mooi voorbeeld. Een handgemaakt Zwitsers horloge kost een vermogen. Iemand die waarde hecht aan de herkomst, merknaam of duurzaamheid zal bereid zijn daarvoor te betalen. Maar een ander vindt dat misschien onzin en draagt liever een goedkoop horloge uit China. Voor de een is een horloge een sieraad waarmee hij of zij zich kan onderscheiden, voor de ander is het niet meer dan een vervangbare accessoire dat de tijd aangeeft.
Een Lean-denker kijkt altijd kritisch naar de uitgevoerde activiteiten en is er zich altijd van bewust dat elke activiteit tijd, geld en middelen kost Daarom worden activiteiten verdeeld in twee categorieën: activiteiten die waarde toevoegen en activiteiten die geen waarde toevoegen Activiteiten die geen waarde toevoegen kun je niet zonder meer allemaal schrappen, want sommige van die activiteiten zijn noodzakelijk - wat overblijft zijn de verspillingen.
De basisingrediënten van een proces
Eigenlijk zijn alle processen in de basis hetzelfde - ze bevatten dezelfde ingrediënten. Als je deze ingrediënten in een andere verhouding mengt, levert het proces een ander resultaat op.
Vergelijk het met het bakken van een cake: de basisingrediënten zijn boter, bloem en eieren. Voeg je één extra ei toe aan het beslag, dan wordt de cake smeuïger. Ontbreekt een van de basisingrediënten, dan mislukt de cake en krijg je niet het resultaat dat je voor ogen had.
Elk proces heeft 5 basisingrediënten:
- Activiteiten
- Mensen
- Middelen
- Kaders/rapportage
- Input en output
1. Activiteiten
Een proces is een ordening van activiteiten. Een omschreven hoeveelheid werk die in een of meer stappen door een of enkele personen of geautomatiseerd uitgevoerd kan worden. Activiteiten moeten in principe waarde toevoegen (of zijn noodzakelijk) en hebben een relatie met het eindresultaat.
2. Mensen
Activiteiten worden uitgevoerd door mensen met kennis. Zij hebben een rol waarbij taken, bevoegdheden en verantwoordelijkheden horen. Zij zijn dankzij hun vakmanschap doorslaggevend voor het goede verloop van het proces.
3. Middelen
Mensen voeren activiteiten uit met behulp van middelen. Middelen zijn verbruiks- en gebruiksvoorwerpen waarmee de 'input' wordt omgezet in 'output'. Middelen die functioneel gezien nodig zijn, zijn bijvoorbeeld machines (waaronder computersystemen en software), gebouwen (werkplekken), geld (om leveranciers te kunnen betalen) en informatie.
4. Kaders
Kaders zijn alle randvoorwaarden, zoals doelen, vereisten, normen, wetgeving en dergelijke. Alles wat nodig is om het proces aan te sturen en alle eisen en omstandigheden die invloed hebben op de uitvoering van het proces.
Ook de normen en waarden van een organisatie kun je beschouwen als een kader. Het zijn de principes die binnen een organisatie worden nageleefd. Ze vormen een leidraad bij de keuze wat je wel en wat je niet doet of wat acceptabel is en wat niet — de grenzen waarbinnen de organisatie opereert. Natuurlijk zijn er ook externe belanghebbenden die eisen stellen waaraan de organisatie en de manier van werken moet voldoen.
5. Input en output
Elk proces heeft input nodig om te kunnen starten en elk proces levert uiteindelijk output. Output is het resultaat van de input en alle activiteiten die waarde toevoegen tijdens het proces.
Bron: Het procesboek voor de functioneel beheerder, Daniël E. Brouwer
Laatst aangepast op donderdag, 07 oktober 2021 09:02
Actief procesmanagement volgens Roger Tregear
Gepubliceerd in
Lean Six Sigma
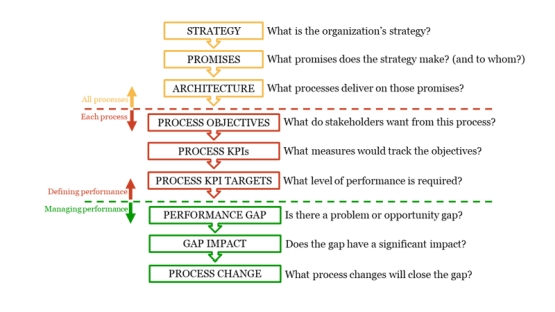
In het artikel Active Process Management in 9 questions stelt Roger Tregear voor om processen actief en effectief te managen met behulp van de onderstaande 9 vragen.
Het toepassen van de negen stappen leidt automatisch tot ook het verbeteren van processen: "The purpose of process-based management is to enable effective and sustained improvement of the right processes at the right time with optimum organizational performance impact."
(1) Strategie: wat is de strategie van de organisatie?
(2) Belofte: welke belofte maak je (aan wie?) met de strategie?
(3) Architectuur: met welke processen moet je belofte waar maken?
(4) Procesdoelen: wat willen belanghebbenden van een proces?
(5) Proces-KPI's: met welke KPI's volg je of de doelen gehaald worden?
(6) Proces-KPI-streefwaarden: wat is gewenste prestatie op een KPI (norm)?
(7) Prestatie-kloof (performance gap): wat is afwijking tussen norm en werkelijkheid?
(8) Impact van de prestatie-kloof ('gap impact'): hoe significant is impact van de afwijking?
(9) Procesverandering: met welke procesverandering verhelp je de afwijking?
Laatst aangepast op zondag, 03 oktober 2021 11:25
Beperkte meetbaarheid volgens W.E. Deming
Gepubliceerd in
Lean Six Sigma

You can only measure 3 percent of what matters.
W.E. Deming
Laatst aangepast op vrijdag, 17 september 2021 10:00
Superoplossingen (boekentip)
Gepubliceerd in
Lean Six Sigma
Superoplossingen
Over het slechte van het goede
Paul Watzlawick
Bij Bol.com
Laatst aangepast op donderdag, 02 september 2021 15:14
Het Pareto-principe volgens Benoits Simmat en Vincent Caut
Gepubliceerd in
Lean Six Sigma

Benoits Simmat en Vincent Caut beschrijven in het boek Economie! - uitgelegd in woord en beeld door de grootste economen het 80/20-principe van Vilfredo Pareto:
Pareto [onderscheidt] zich door een uitermate simplistisch concept dat hem onsterfelijk maakt. De academicus interesseert zich bijzonder voor ruwe gegevens die rechtstreeks bij consumenten en producenten te verzamelen zijn: ziedaar de geboorte van de statistiek. Uit zulke gegevens zal hij een regel afleiden die verbazend lang overeind blijft: de 80/20-regel, volgens welke bij alle sociale verschijnselen 20 procent van de oorzaken 80 procent van de gevolgen verklaart.
Een frappant voorbeeld: na bestudering van zulke verschillende landen als Rusland, Italië of Groot-Brittannië constateert Pareto dat overal 20 procent van de bevolking 80 procent van de rijkdom bezit. Hoewel zulke conclusies in politiek opzicht discuta-bel zijn (als zo'n verdeling onaantastbaar is, waarom nog hervormingen doorvoeren?), heeft zijn werk hem overleefd en ingang gevonden in de kwaliteitsprogramma's van hedendaagse ondernemingen. Want, ziet u? 20 procent van de klanten zorgt voor 80 procent van het verkoopcijfer, 20 procent van de klanten komt met 80 procent van de klachten, etc.
Het optimum van Pareto is in de economie zoiets als de Tyrannosaurus Rex in de paleontologie: de roemrijke getuige van een voorbij tijdperk. Aan de hand van een opeenstapeling van vergelijkingen aantonen dat dat optimum bestond was vast een zeker een mooi goocheltrucje aan het eind van de negentiende eeuw. Tegenwoordig geeft het meer het gevoel van een nutteloos tijdverdrijf, want waarom zou je aantonen wat vanzelf spreekt? Als van de dertien miljoen werknemers in de particuliere sector in Frankrijk één arbeider loonsverhoging krijgt, spreekt het vanzelf dat de anderen daarmee marginaal benadeeld worden — zo marginaal trou-wens, dat niemand het in de gaten heeft. Wat betreft de 80/20-regel, die heeft het voordeel van de eenvoud — ook al geeft hij geen inzicht — maar is uiteindelijk toch in de geschiedenisboeken van het denken beland.
In de huidige wereldeconomie is de concurrentie dermate verscherpt dat er geen bedrijf meer bestaat dat uitsluitend die 20% van de klanten in de watten legt die voor 80% van de omzet zorgt — als die klanten er nog zijn. En wat de automatische verdeling van de rijkdom betreft — waarbij 80% van de lonen bij niet meer dan 20% van de werknemers terechtkomt — dat is een onrecht uit het verleden dat iedereen juist uit de weg wil ruimen. Des te meer omdat die verdeling tegenwoordig eerder op 90/10 ligt.
Bron: Economie! - uitgelegd in woord en beeld door de grootste economen, Benoits Simmat & Vincent Caut
Laatst aangepast op dinsdag, 17 augustus 2021 11:36
|