Klantarena volgens Jeroen Geelhoed, Hans van de Loo & Salem Samhoud
Gepubliceerd in
Lean Six Sigma
Jeroen Geelhoed, Hans van de Loo en Salem Samhoud beschrijven in het boek Plezier & prestatie - het managementprincipe voor organisatie de klantarena:

De klantarena
...
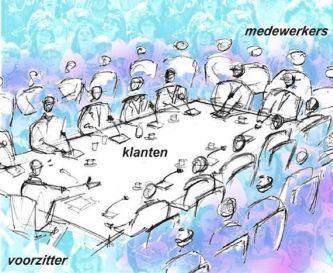
Een nuttig instrument is de zogenaamde klantarena. Bij de klantarena wordt de klant in huis gehaald en, letterlijk en figuurlijk, centraal gesteld. Dit alleen al heeft een positief effect. Er wordt immers serieus naar de klant geluisterd. Een klantarena is een dialoog tussen klanten en medewerkers, waarbij klanten hun ervaringen, wensen, verwachtingen en klachten delen. Dit alles onder leiding van een objectieve gespreksleider. Medewerkers krijgen bijvoorbeeld informatie over de manier waarop de klant een dienst beleeft en wat wel en niet goed is. Medewerkers krijgen dus rechtstreekse feedback over hun gezamenlijke dienstverlening.
De naam 'klantarena' is afgeleid van de bijzondere setting die de vorm heeft van een arena. De arena bestaat uit een binnen- en buitenring. Centraal in de binnenring zitten de klanten. In de buitenring zitten de medewerkers van de organisatie. Voor medewerkers betekent een klantarena een bijzonder ontmoeting met de klant, een ontmoeting buiten de dagelijkse werksfeer waarin een medewerker direct en live feedback van de klant krijgt die hem in een werksituatie nooit ter ore zou zijn gekomen. Daardoor komen klanten en medewerkers dichter bij elkaar te staan. Dit is in het bijzonder het geval voor medewekers die in hun dagelijkse werk juist weinig direct klantcontact hebben.
Een klantarena bestaat uit drie ronden. In de eerste ronde is alleen de klant aan het woord, onder leiding van een onafhankelijke gespreksleider. De gespreksleider gaat met de aanwezige klanten in gesprek over de dienstverlening van de betreffende organisatie. Aan bod komen vragen als: Wat is jullie beleving bij de diensten en de dienstverlening van de organisatie? Wat is het imago? Hoe dienstverlenend zijn de medewerkers voor jullie? Wat is jullie ervaringen met concurrerende dienstverleners? Gedurende de eerste ronde houden de medewerkers hun mond.
In de tweede ronde krijgen medewerkers echter de gelegenheid om vragen te stellen aan de klant en er ontstaat vaak een discussie over de wederzijdse verwachtingen en de oorzaken van goede en slechte dienstverlening. Dit schept een band tussen de klant en medewerker, maar het laat de medewerker ook zien waar ze uiteindelijk voor aan het werk zijn en welke bijdrage zij kunnen leveren om de dienstverlening te verbeteren. Op basis daarvan worden verbeterpunten bepaald en verantwoordelijken aangewezen. Ook wordt de medewerkers nog eens bewust gemaakt van het gegeven dat 'het de klant is voor wie ze het allemaal doen'.
In de derde ronde gaan medewerkers de klantarena evalueren en geven ze aan welke bijdrage zij kunnen leveren om de dienstverlening te verbeteren. Op bais van deze derde ronde worden vlak na de klantarena de definitieve verbeteractiviteiten geformuleerd en verantwoordelijken aangewezen.
Bron: Plezier & prestatie - het managementprincipe voor organisatie, Jeroen Geelhoed, Hans van de Loo & Salem Samhoud
Laatst aangepast op zaterdag, 02 december 2017 22:08
Hoshin Kanri volgens Philip Holt
Gepubliceerd in
Lean Six Sigma
In het boek Leidinggeven aan Lean transformatie - Leading with Lean beschrijft Philip Holt het Lean-instrument voor het vertalen van strategie naar actie: Hoshin Kanri:
Hoshin Kanri
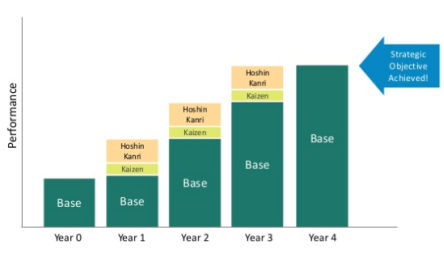
Strategie-implementatie. Een methode voor beleidsuitvoering en strategische besluitvorming die de organisatie focust en afstemt op een paar vitale 'doorbraak' verbeteringen. De doelstellingen en middelen om de doelstellingen te bereiken worden naar beneden, door de hele organisatie gecascadeerd, met behulp van een reeks gekoppelde matrices. Het proces is zelfcorrigerend en stimuleert organisatieleren en continue verbetering van het planningsproces zelf.
De noodzaak van Hoshin Kanri
Hoshin Kanri (beleidsinvoering of strategie-implementatie) is een benadering die de meeste mensen kennen,en heel wat organisaties gebruiken het in een of andere vorm. Desondanks spreken de statistieken wat betreft de noodzaak van een meer effectieve strategie-executie voor zich:
- Minder dan 15% van de bedrijven trackt stelselmatig hoe ze presteren tegenover hoe ze dachten dat ze zouden gaan presteren;
- 95% van de werknemers begrijpt de strategie van zijn bedrijf niet;
- Minder dan 27% van de werknemers heeft toegang tot strategisch plan van zijn bedrijf;
- 86% van de executive teams spendeert minder dan een uur per maand aan het reviewen van de strategie;
- 90% van de bedrijven slaagt er niet in zijn strategie succesvol uit te voeren.
(...)
[Hoshin Kanri is] een duidelijk en integraal deel van hoe organisaties baanbrekende prestaties kunnen leveren, door de uitvoering van hun strategie. ... Het belangrijkste is dat het overbelasting, en het gevoel van een gebrek aan richting dat veel werknemers ervaren, aanzienlijk terugdringt. En het pakt de hoofdoorzaak aan van een groot deel van de verspilling die we zin in organisaties, de overmaat aan initiatieven. ... [Bedrijven kunnen superieure lange en korte termijn performance bereiken als ze de hoeveelheid sterk ontwrichtende veranderingen beperken. Ik ben ervan overtuigd dat Hoshin Kanri dé manier is om dit strategisch te managen.
Het probleem van leiders
Het feit dat minder dan 15% van de bedrijven hun performance trackt ten opzichte van hun plannen, betekent dat ruim 85% van de bedrijven zich niet realiseert hoe slecht ze hun strategie uitvoeren. Dus is het nauwelijks een verrassing dat 90% van de bedrijven er niet in slaagt hun strategie succesvol uit te voeren. Bovendien, aangezien ongeveer 80% van de executive teams minder dan een uur per maand spendeert aan een strategie-review, lijken ze meer bezig met de 'dagelijkse' problemen van de business, dan met het sturen van de toekomstrichting. Het is dus nauwelijks verrassend dat de leiders van de meeste organisaties niet de tijd nemen om een methodologie te implementeren die excellence in de executie van hun strategie kan waarborgen.
Het mag daarom duidelijk zijn dat, als we onze business succesvol willen transformeren met een Lean benadering, de Lean leider moet zorgen dat Hoshin Kanri is ingebed in de manier van werken van leiders. En het mag inmiddels ook geen verassing meer zijn dat het daarbij niet alleen gaat om het implementeren van de tool, maar ook om het verkrijgen van commitment van de leiders om de balans in hun tijdsbesteding te verleggen. Gelukkig biedt de invoering van Lean denken onze mensen de mogelijkheid om problemen op te lossen op een gestructureerde manier, waardoor de verwachting dat de leiders alle problemen wel zullen afneemt.
(...)
Het geheime ingrediënt van businesssucces
Hoshin Kanri is wat ik 'het geheime ingrediënt van businesssucces' noem, omdat het in elk van de meest succesvolle bedrijven in een of andere vorm terug te vinden is. ... Hoshin Kanri is een gestructureerde methodologie voor de vertaling van strategie in executie en het is, zoals veel Lean Management methodologieën, een Japanse term. Eenvoudig vertaald betekent het 'richtingsnaald' en 'bestuurslogica'. Hoshin Kanri is dus een methodologie voor het logisch management van de executie van de strategische richting van de organisatie.
In zijn aanpak volgt Hoshin Kanri de PDCA-cyclus in een jaarlijkse cadans met veelal een tijdshorizon van 3-5 jaar. In de planningsfase zijn de belangrijkste verschillen tussen Hoshin Kanri en de gangbare benaderingen voor strategie-uitvoering tweeledig:
(1)
Er worden actief beslissingen genomen over wat te doen, maar belangrijker nog, over welke van de vele mogelijkheden de organisatie NIET zal aangrijpen. Bedrijven die Hoshin Kanri adopteren, accepteren dat te veel prioriteiten hebben, gelijkstaat aan het hebben van geen prioriteiten.
Sommige kansen moeten geofferd worden, niet omdat het geen goede initiatieven zijn, maar omdat de organisatie simpelweg niet de middelen heeft om ze te doen. Andere dingen zijn belangrijker en om ze goed te doen is focus vereist.
(2)
Het antwoord op de vraag hoe de strategie gerealiseerd zal worden, wordt gedelegeerd aan het geëigende niveau van de organisatie, door een proces dat 'catch-ball' of 'vangbal' wordt genoemd. Dit betekent dat de mensen die het moeten realiseren, ook de bevoegdheid hebben om te bepalen wat de beste manier is om het te realiseren. Ze mogen ook input geven op punt (1), om te waarborgen dat de beslissing over de prioriteiten de juiste is.
Zoals je hieruit kunt opmaken, kost de planningsfase meestal meer tijd dan in een traditionele benadering, en wordt deze grondig en 'inclusief' uitgevoerd. De strategiecreatie en doelen worden initieel bepaald op het topniveau van de organisatie, maar een groot deel van 'hoe dat te bereiken' wordt bepaald op het meest geëigende organisatieniveau via een iteratieve aanpak. Deze grondige planning maakt wel een rigoreuze discipline in de executie mogelijk, als de organisatie eenmaal verdergaat naar de Doen, Checken en Acteren-fase van de cyclus.
(...)
De X-matrix
Wanneer de Hoshin Kanri benadering wordt uitgerold in de organisatie, is het van belang dat een gestandaardiseerde aanpak wordt gebruikt om de methodologie in te voeren. Deze cascadeert immers van het topleidersniveau naar de verschillende daaropvolgende niveaus van de business. Een standaardaanpak is dus essentieel om te zorgen dat de inhoud wordt besproken en niet de vorm.
Hoewel er verschillende formats beschikbaar zijn, is een van de meest populaire de X-matrix, die door zijn 'leesbaarheid' een zekere elegantie heeft. Het mooie van dit format is dat op één pagina, één vel papier of één Powerpoint-slide, een overzicht te zien is van de strategische doelstellingen voor de komende 3-5 jaar, de jaarlijkse doelstellingen voor het huidige planningsjaar, de initiatieven om de jaarlijkse doelstellingen te realiseren en de KPI's die door de initiatieven verbeterd zullen worden.
Bron: Leidinggeven aan Lean transformatie - Leading with Lean, Philip Holt
Laatst aangepast op zaterdag, 02 december 2017 22:07
Perfectie volgens James P. Womack & Daniel T. Jones
Gepubliceerd in
Lean Six Sigma
Perfection
As organization begin to accurately specify value, identify the entire value stream, make the value-creating steps for specific products flow continuously, and let the customers pull value from the enterprise, something very odd begins to happen. It dawns on those involved that there is no end to the process of reducing effort, time, space, cost, and mistakes while offering a product which is ever more nearly what the customer actually wants. Suddenly perfection, the fifth and final principle of lean thinking, doesn't seem like a crazy idea.
Why should this be? Because the four initial principles interact with each other in a virtuous circle. Getting value to flow faster always exposes hidden muda in the value stream. And the harder you pull, the more impediments to flow are revealed so they can be removed. Dedicated product teams in direct dialogue with customers always find ways to specify value more acccurately and often learn ways to enhance flow and pull as well.
Bron: Lean Thinking, James P. Womack & Daniel T. Jones
Laatst aangepast op zaterdag, 02 december 2017 22:10
Ishiakwa-diagram volgens Leo Kerklaan
Gepubliceerd in
Lean Six Sigma
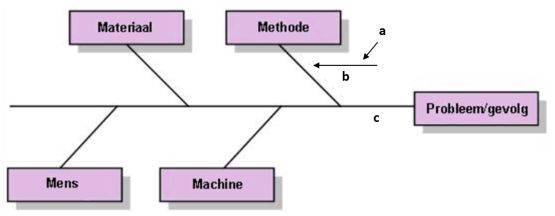
De bedoeling van het Ishikawa- of visgraatdiagram is: op eenvoudige wijze een bedrijfssituatie inzichtelijk maken. Het diagram wordt meestal naar zijn ontwerper, de Japanse professor Ishikawa genoemd. Deze heeft dit mede ontwikkeld om fabrieksarbeiders te laten meedenken over het fabricage proces. Hij probeerde daarom omhaal van woorden zoveel mogelijk te vermijden. Door middel van een 'visgraat' is het eenvoudig om oorzaak en gevolg in beeld te brengen.
De horizontale lijn wijst naar het object van het onderzoek. De diagonaal geplaatste pijlen geven de belangrijkste invloedsfactoren aan. De kleinere pijlen vertegenwoordigen onderdelen daarvan. Dit systeem van het onderverdelen van invloedsfactoren kan doorgaan tot alle invloedsfactoren zijn vastgelegd. Het Ishikawa-diagram heeft nog andere toepassingsmogelijkheden, nl. op die terreinen waar men met oorzaak- en gevolgrelaties te maken heeft.
(...)
Het basisdiagram
Een algemene vorm van het Ishikawa-diagram zou men het 4 M-diagram kunnen noemen. Dit diagram kent 4 hoofdpijlen die betrekking hebben op: mens, machine, materiaal en methode. In elke organisatie zijn het deze 4 basisfactoren die de kwaliteit van het product bepalen.
(...)
Basisoorzaak mens
Bij bewerkingen die in sterke mate 'worker-controllable' zijn is de basisoorzaak van afwijkingen gelegen in de vakbekwaamheid, de besluitvaardigheid en het kwaliteitsbewustzijn van de individuele medewerker. Afwijkingen komen meestal op willekeurige tijden voor. De waarschijnlijkheid dat een fout op een bepaald ogenblik zal voorkomen komt overeen met het gemiddeld aantal fouten van de betrokken medewerker. De verschillen in het foutgemiddelde tussen diverse medewerkers zijn afhankelijk van:
- de natuurlijke aanleg;
- opleiding;
- bewegingsvaardigheid;
- instelling ten opzichte van de onderneming en van het werk;
- de mate waarin men overtuigd is van de juistheid van de kwaliteitseisen.
(...)
Basisoorzaak machine
Bewerkingen waarbij de basisoorzaak van kwaliteitsgebreken de machine is kenmerken zich door het willekeurig optreden van gebreken ondanks een goed bevonden instelling of door het in korte tijd snel wijzigen van instelfactoren.
(...)
Basisoorzaak materiaal
Materiaal voldoet soms in het geheel niet of slechts ten dele aan de specificaties. Wordt dit materiaal in bewerking genomen dan zullen fouten epidemisch voorkomen. Daarnaast zijn er nog toevallige materiaalfouten. De beheersing van kwaliteit betekent in dergelijke gevallen het in een zo vroeg mogelijk stadium signaleren van materiaalafwijkingen. Zo mogelijk bij de leverancier of in het eigen bedrijf, maar dan liefst nog voor de bewerking. Dit houdt een leverancierscontrolesysteem in, bijvoorbeeld in de vorm van 'inkomende goederencontrole'. Ook kan kwalificatie van leveranciers noodzakelijk zijn.
(...)
Basisoorzaak methode
De laatste basisoorzaak die wij bespreken is de methode. Dit heeft direct betrekking op het fabricageproces, de achtereenvolgende bewerkingsfasen, de gehanteerde procedures, de checks en de instelling van het gereedschap.
Bron: Kwaliteit in kader, Leo Kerklaan & Rob Knaapen
Laatst aangepast op donderdag, 07 december 2017 19:01
Strategy deployment volgens het Lean Enterprise Institute
Gepubliceerd in
Lean Six Sigma

Een managementproces dat de functies en activiteiten van een organisatie zowel horizontaal als verticaal afstemt op haar strategische doelstellingen. (...) Strategy deployment, ook wel bekend onder de Japanse term hoshin kanri, kan beginnen als een top-downproces op het moment dat een organisatie een Lean conversie in gang zet. Wanneer de belangrijkste doelstellingen eenmaal zijn geformuleerd, zo het zowel een top-down- als een bottom-upproces moeten worden waarin senior managers en projectteams met elkaar in dialoog gaan over de middelen en tijd die zowel beschikbaar als nodig zijn om de targets te halen. Deze dialoog wordt vaak catchball (of nemawashi) genoemd, omdat ideeën net als een bal heen en weer worden gekaatst.
Het doel is om beschikbare middelen te koppelen aan bestaande projecten, zodat alleen projecten die wenselijk, belangrijk en haalbaar zijn worden goedgekeurd. (Dit is bedoeld om te voorkomen wat in veel organisaties gebeurt: men lanceert een heleboel verbeterinitiatieven die in bepaalde delen van de organisatie populair zijn maar die niet worden afgemaakt omdat er tussen functies geen overeenstemming over bestaat en er geen middelen voor beschikbaar zijn.
Als een organisatie verder komt met haar Lean transformatie en ervaring opdoet met policy deployment, moet het proces veel meer bottom-top-bottom worden, waarbij elk deel van de organisatie voorstellen bij het senior management neerlegt om de performance te verbeteren. Een volwassen Lean organisatie kan dit proces 'strategy alignment' of 'policy management' noemen.
Bron: Lean Lexicon - een visueel worodenboek voor Lean Denkers, Chet Marchwinski, John Shook & Alexis Schroeder
Laatst aangepast op zaterdag, 02 december 2017 22:08
10 geboden voor continu verbeteren (kaizen) volgens de Gemba Academy
Gepubliceerd in
Lean Six Sigma

Volgens de Gemba Academy zijn er tien geboden om continu te verbeteren (kaizen):
-
Stel je gedachten open voor verandering.
-
Denk: ja het kan, als....
-
Val altijd de processen aan, nooit de mensen.
-
Zoek naar simpele oplossingen.
-
Als iets kapot is, stop om het te repareren.
-
Gebruik je creativiteit, niet je portemonnee.
-
Problemen zijn een vermomde mogelijkheid.
-
Zoek altijd de grondoorzaak.
-
Gebruik de wijsheid van velen in plaats van de kennis van één.
-
Besef: er is geen eindbestemming voor de reis van verbetering.
Bron: Learn the Ten Commandments of Lean Manufacturing & Six Sigma
Laatst aangepast op donderdag, 07 december 2017 19:01
Regelkaarten (control charts) volgens Bergman, Van der Laan, Nieuwenhuijse & Blijsie
Gepubliceerd in
Lean Six Sigma
In het boek Lean Six Sigma - Samenzinnig verbeteren - De complete toolbox om aantoonbaar te verbeteren beschrijven Marcus Bergman, Tom van der Laan, Sanne Nieuwenhuijse, Jeroen Blijsie het Lean Sixi Sigma-instrument van de regelkaart (control chart):
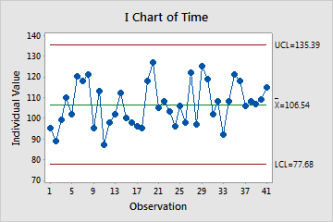
Het doel van een regelkaart (control chart) is het geven van inzicht in ordegrootte, spreiding als stabiliteit van een indicator.
Een regelkaart geeft de ontwikkeling van een indicator of variabele in de tijd weer, waarbij bijzondere gebeurtenissen (statisch gezien) gesignaleerd worden. Het is een tijdreeksgrafiek met statische toetsen en grenzen. Met een regelkaart maak je onderscheid tussen ‘normale’ variatie (in control) en ‘bijzondere’ variatie (out-of-control). Deze grafiek helpt om significante patronen in de tijd (trends) te zien. De uitvinder van de control chart is Walter A. Shewart (1924).
Een regelkaart is als een (scheids)rechter: je krijgt een oordeel op basis van feiten om wel of niet in te grijpen in je proces.
Aanpak
- Orden de data van de indicator in de tijd
- Geef de uitkomsten van de indicator weer op de Y-as, en de tijd weer op de X-as
- Bereken het gemiddelde, en de regelgrenzen, de zgn. lower control limits (LCL) en upper control limits (UCL). De UCL en de LCL zijn ten opzichte van het gemiddelde +/- 3 eer (respectievelijk) de kortetermijn-standaardafwijking
- Monitor en interpreteer vervolgens nieuwe waarden in deze regelkaart
Vergis regelgrenzen niet met klanteisen! Regelgrenzen zijn gebaseerd op de data zelf, niet op wat de klant wil.
De bekendste en meest gebruikte regelkaart is de Individuals Chart (I Chart) of Shewhart Chart. Er zijn in de loop van de decennia vele regelkaarten ontwikkeld, zoals de X-bar Chart en regelkaarten voor discrete data.
Bron: Lean Six Sigma - Samenzinnig verbeteren - De complete toolbox om aantoonbaar te verbeteren, Marcus Bergman, Tom van der Laan, Sanne Nieuwenhuijse, Jeroen Blijsie
Laatst aangepast op maandag, 23 oktober 2017 18:54
Pull vs. push
Gepubliceerd in
Lean Six Sigma
Laatst aangepast op zaterdag, 02 december 2017 22:09
Go to the Gemba
Gepubliceerd in
Lean Six Sigma
Laatst aangepast op zaterdag, 02 december 2017 08:44
Lean Management volgens de 14 Toyota Way-principes
Gepubliceerd in
Lean Six Sigma
Laatst aangepast op donderdag, 07 december 2017 19:02
|