Policy deployment volgens Vincent Wiegel en John Maes
Gepubliceerd in
Lean Six Sigma

De inzet van Lean wordt bepaald door de gestelde doelen. De grootte van de gap tussen de doelen en de huidige situate bepaalt mede waar je aan de slag gaat. De praktijk laat zien dat er vaak te veel doelen zijn en dat de doelen te abstract zijn om actief richting te geven. Om effectief aan de slag te kunnen gaan moeten de medewerkers duidelijk voor ogen hebben hoe en waar ze kunnen bijdragen aan het realiseren van de doelen. De bedrijfsdoelen moeten worden opgedeeld in kleine, voor het team beïnvloedbare doelen. Dit proces noemen we 'strategie-uitrol' of 'policy deployment'.
(...)
Het uitgangspunt voor een strategie is de visie en missie van de organisatie. Bij de visie en missie horen de doelen die de organisatie wil bereiken. Op organisatieniveau geeft een strategie aan waar de organisatie nu staat en hoe zij invulling geeft aan de visie en missie. Een strategie geeft antwoord op de vragen wat de organisatie gaat doen om de doelen te realiseren en hoe objectief kan worden vastgesteld of die doelen zijn gerealiseerd.
(...)
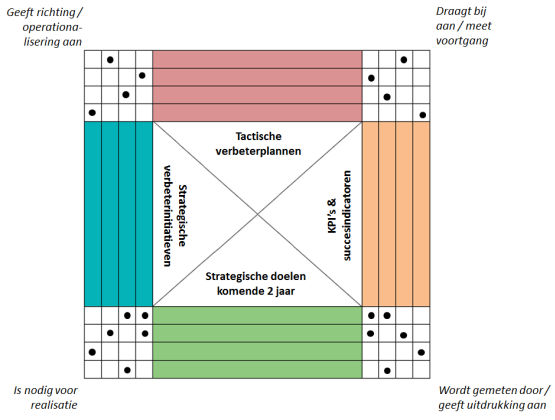
Lean kent enkele hulpmiddelen ter ondersteuning van de strategie-uitrol: de doelstellingenboom en de X-matrix. Die middelen zijn bedoeld om te helpen bij wat lastig is in het uitrollen van de strategie. Het vertalen van doelen naar kleinere doelen voor afdelingen en medewerkers, het consistent en compleet houden van die doelstellingen en zorgen dat er geen overlap en dubbeltellingen in zitten. Dit klinkt heel logisch en eenvoudig, maar in de praktijk blijkt dit een moeilijk en bijna onoverkomelijk probleem voor managers. In de X-matrix worden in een matrix de visie, de doelstellingen, verbeterprogramma's en acties aan elkaar gekoppeld.
Daarmee wordt zeker gesteld dat er geen zaken tussen wal en schip vallen. Het stelt nog niet zeker dat de doelen samen uitputtend zijn en elkaar niet overlappen. Daarvoor is een doelstellingenboom een belangrijk hulpmiddel. In een hiërarchische boomstructuur wordt een strategisch doel stap voor stap in kleine doelen ontleedt. Beide hulpmiddelen tref je relatief weinig aan in Lean-projecten. De oorzaak ligt in het feit dat Lean gezien wordt als iets voor de werkvloer. Een andere reden is dat het opstellen van een doelstellingenboom en x-matrix in de praktijk heel lastig is, terwijl iedereen verondersteld dat de doelstellingen zijn uitgewerkt.
In feite zijn er meestal strategische doelen op hoog niveau en operationele doelen op uitvoeringsniveau. Die zijn niet aan elkaar gekoppeld. Het gevolg is dat het voor medewerkers niet duidelijk is wat hun bijdrage is aan de bedrijfsdoelen en dat het management niet goed kan sturen.
Bij een goede doelstelling kun je objectief vaststellen of die is gehaald. Vermijd begrippen als 'optimaal', 'efficiënt', 'beter' enzovoort. Wie wil er geen efficiënte dienstverlening?! Een doel waar iedereen het altijd mee eens is, is geen goed doe. Je moet een zinvolle discussie kunnen voeren over waarom wel/niet, waarom zo veel en niet meer/minder.
Bron: Succesvol Lean, Vincent Wiegel & John Maes
Bewaren
Laatst aangepast op donderdag, 07 december 2017 19:02
Risico's van numerieke doelen volgens W. Edwards Deming
Gepubliceerd in
Lean Six Sigma
William Edwards Deming waarschuwt in zijn boek The New Economics: For Industry, Government, Education voor een belangrijk risico van numerieke doelen:
Will a numerical goal be achieved? Anybody can achieve almost any goal by:
• Redefinition of terms
• Distortion and faking
• Running up costs
Zie ook: Betere resultaten (lees: cijfers) volgens Brian Joiner
Bron: The New Economics: For Industry, Government, Education, W. Edwards Deming
Laatst aangepast op zaterdag, 02 december 2017 22:10
The Lean toolbox (boekentip)
Gepubliceerd in
Lean Six Sigma
The Lean Toolbox
A handbook for lean transformation
John R Bicheno, Matthias Holweg
Bij Bol.com | Managementboek
Laatst aangepast op vrijdag, 10 februari 2017 20:26
Lean management volgens McKinsey
Gepubliceerd in
Lean Six Sigma
Laatst aangepast op zaterdag, 02 december 2017 22:08
Statistische procesbeheerings (SPC) volgens McClave, Benson & Sincich
Gepubliceerd in
Lean Six Sigma
In het boek Statistiek - Een inleiding voor het hoger onderwijs, James T McClave, P.George Benson, Terry Sincich beschrijven James T. McClave, P. George Benson & Terry Sincich hoe statistische procesbeheersing ingezet kan worden voor het verbeteren van processen:
Regelkaarten zijn grafische hulpmiddelen die gebruikt worden om procesvariatie te volgen, en om aan te geven wanneer er actie moet worden ondernomen om het proces te verbeteren, en voor het helpen opsporen van de oorzaken van procesvariatie.
De juiste methode voor het beschrijven van de variatie in de procesuitvoer is een tijdreeksgrafiek. Hierin zetten we de relevante meetwaarden uit tegen de tijd of in de volgorde waarin de metingen zijn verricht. Als je gegevens moet analyseren die in de loop van de tijd zijn verkregen, moet je eerste reactie altijd zijn om ze in een grafiek uit te zetten. Het menselijk oog is een van onze gevoeligste statistische instrumenten. Maak gebruik van die gevoeligheid door een grafiek te maken van de gegevens en je oog naar patronen te laten zoeken.
(..)
Om het visuele onderzoek van een tijdreeksgrafiek te vergemakkelijken, beveelt Roberts aan de grafiek op twee manieren te bewerken. Bereken (of schat) ten eerste het gemiddelde van de verzameling van vijftig [metingen] en trek een horizontale lijn in de grafiek, ter hoogte van dit gemiddelde. Deze centrale lijn (of hartelijn) biedt je een referentie bij het zoeken naar patronen in de gegevens. Verbind in de tweede plaats elk van de punten in de grafiek met rechte lijnen in de volgorde waarin ze zijn geproduceerd. Dit maakt de volgorde van de metingen duidelijker.
(...)
Als we proberen procesvariatie te beschrijven en de oorzaken daarvan te achterhalen, kan het helpen om de reeks meetwaarden van de uitvoervariabele (bijvoorbeeld gewicht, lengte, aantal defecten) te beschouwen alsof deze op de volgende manier zijn gegenereerd:
-
Op elk willekeurig tijdstip kan de relevante uitvoervariabele worden beschreven door een bepaalde kansverdeling. Deze verdeling beschrijft de mogelijke waarden die de variabele kan aannemen en de kansen dat deze waarden voorkomen.
-
De waarde van de uitvoervariabele op een bepaald tijdstip kan worden opgevat als te zijn gerealiseerd volgens de verdeling in punt 1. (Anders gezegd: de waarde kan worden opgevat als de uitkomst van een aselecte steekproef van n = 1 element uit een populatie waarvan de verdeling gelijk is aan die van punt 1).
-
Die verdeling kan in de loop van de tijd veranderen. Om het eenvoudig te houden karakteriseren we deze veranderingen met drie types: de verwachting (de plaats) van de verdeling kan veranderen; de variantie (de spreiding) van de verdeling kan veranderen, of beide.
Als de verdeling van een uitvoervariabele in de loop van de tijd verandert, noemen we dit in het algemeen een verandering in het proces. Dus als de verwachting naar een hoger niveau verschuift, zeggen we dat de procesverwachting is verschoven. Daarom noemen we de verdeling van de uitvoervariabele soms gewoon de verdeling van het proces of de uitvoerverdeling van het proces.
(...)
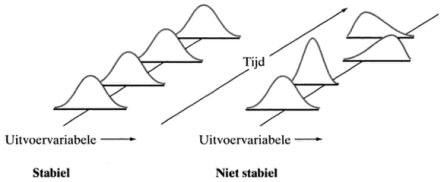
[Als] de verdeling van de uitvoervariabele in de loop van de tijd verandert, zeggen we dat het proces niet stabiel is. We formaliseren het begrip stabiliteit in de volgende definitie:
Een proces waarvan de uitvoerverdeling niet met de tijd verandert, noemen we statistisch stabiel (in het Engels: in control) of kortweg stabiel. Als deze verdeling wél verandert, zeggen we dat het proces niet stabiel (in het Engels: out of control) is.
(...)
Als een proces stabiel is en blijft, zal het zich in de toekomst net zo gedragen als in het verleden. Daardoor is het proces voorspelbaar, in de zin dat de uitvoer ervan binnen bepaalde grenzen zal blijven. Dit geldt niet voor een proces dat niet stabiel is.
(...)
[Bij] processen die niet stabiel zijn heb je geen idee hoe het toekomstige patroon van het proces eruit zou kunnen zien. Je weet gewoon niet wat je van het proces kunt verwachten. Daardoor loopt een bedrijf dat processen gebruikt die niet stabiel zijn het risico: (1) dat er producten en diensten van mindere kwaliteit worden geleverd aan de interne klanten (mensen binnen de organisatie die de uitvoer van de processen gebruiken) en (2) dat er producten en diensten van mindere kwaliteit aan externe klanten worden verkocht. Kortom, het bedrijf loopt het risico zijn klanten te verliezen en het voortbestaan van het bedrijf komt in gevaar.
Een fundamenteel doel van procesbeheersing is het opsporen van processen die niet stabiel zijn en actie ondernemen om ze stabiel te maken en ze stabiel te houden. De reeks activiteiten die wordt ondernomen om dit doel te bereiken, wordt statische procesbeheersing genoemd.
Het proces van het volgen en wegnemen van variatie om een proces stabiel te houden of een proces stabiel te maken wordt statistische procesbeheersing (statistical process control: SPC) genoemd.
We zeggen dat variatie in processen die stabiel zijn, het gevolg zijn van gewone oorzaken van variatie.
Gewone oorzaken van variatie zijn de methoden, materialen, machines, mensen en de omgeving die samen een proces vormen en de invoer voor het proces. Gewone oorzaken hangen dus samen met het ontwerp van het proces. Gewone oorzaken beïnvloeden alle uitvoer van het proces en kunnen iedereen die aan het proces deelneemt, beïnvloeden.
De totale variatie van een proces dat stabiel is, is het gevolg van vele gewone oorzaken, waarvan de meest de uitvoer van het proces slechts in zeer geringe mate beïnvloeden. In het algemeen kan echter gewoon oorzaak elke eenheid van de uitvoer van het proces beïnvloeden.
(...)
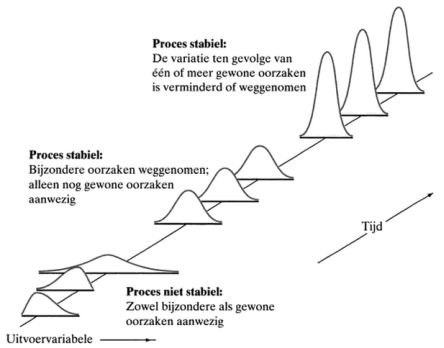
Omdat gewone oorzaken in feite inherent zijn aan het proces, wordt de variatie ten gevolg van de gewone oorzaken ezien als representatief voor waar het proces toe in staat is. Als de variatie te groot is (dat wil zeggen de kwaliteit van de uitvoer varieert te veel), moet het proces opnieuw ontworpen (of gewijzigd) worden om één van de gewone oorzaken van variatie weg te nemen. Omdat het opnieuw ontwerpen van het proces de verantwoordelijkheid is van het management, is het wegnemen van gewone oorzaken van variatie typisch de verantwoordelijkheid van het management, en niet die van de medewerkers.
Processen die niet stabiel zijn, vertonen variatie die het gevolg is van zowel gewone oorzaken als van bijzondere oorzaken van variatie.
Bijzondere oorzaken van variatie (ook wel aanwijsbare oorzaken) zijn gebeurtenissen of acties die geen onderdeel vormen van het productontwerp. In het algemeen gaat het om voorbijgaande gebeurtenissen die alleen plaatselijk voor een korte periode operaties binnen het proces beïnvloeden (bijv. één enkele medewerker, machine of partij materialen). Soms echter kunnen zulke gebeurtenissen een permanent of terugkerend effect op het proces hebben.
Voorbeelden van bijzondere oorzaken van variatie zijn een medewerker die per ongeluk een machine verkeerd instelt, iemand die tijdens het werk ziek wordt en blijft doorwerken, een machine die ontregelt raakt en een onoplettende leverancier die een partij materialen van mindere kwaliteit voor het proces levert.
(...)
Het is belangrijk om te beseffen dat de meeste processen niet vanzelf stabiel zijn. Zoals Deming opmerkt: "Stabiliteit is zelden een natuurlijke toestand. Het is iets wat bereikt moet worden, het resultaat van het één op één wegnemn van bijzondere ororzaken (...) waarbij alleen de toevallige variatie van een stabiel proces overblijft."
Procesverbetering vereist eerst de vaststelling, diagnose en verwijdering van bijzondere oorzaken van variatie. Door het wegnemen van alle bijzondere oorzaken wordt het proces stabiel gemaakt. Verdere verbetering van het proces vereist dan de vaststelling, diagnose en verwijdering van gewone oorzaken van variatie.
Bron: Statistiek - Een inleiding voor het hoger onderwijs, James T McClave, P.George Benson, Terry Sincich
Laatst aangepast op zaterdag, 02 december 2017 22:10
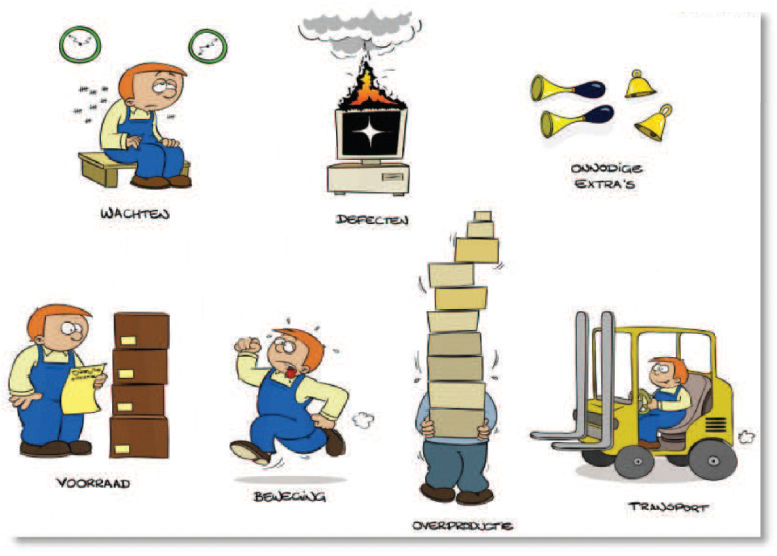
Zeven verspillingen volgens AMI
Gepubliceerd in
Lean Six Sigma
Laatst aangepast op donderdag, 07 december 2017 19:02
Pull vs. Push
Gepubliceerd in
Lean Six Sigma
Laatst aangepast op donderdag, 07 december 2017 19:02
KPI's volgens John Maes en Vincent Wiegel (2)
Gepubliceerd in
Lean Six Sigma

In het boek Succesvol Lean beschrijven John Maes en Vincent Wiegel aan welke eigenschappen kpi's moeten voldoen:
De KPI's beschrijven en de doelwaarden bepalen
Het vaststellen van de KPI's is een precies werk. (...) Je kunt een paar hoofdstappen onderscheiden bij het vaststellen van KPI"s: selecteren, doelwaarde bepalen, implementeren. De selectie van de KPI's richt zich op organisatiedoelen en wie er vervolgens wat moet presteren om die doelen te realiseren. Ook de doelwaarden zijn direct van de organisatiedoeln afgeleid. De doelen moeten elkaar wederzijds uitsluiten om overlap en dubbeltelling voorkomen. Daarnaast moeten ze gezamenlijk uitputtend zijn. Dat wil zeggen: samen realiseren ze ook het hoger gelegen organisatiedoel. Als de eigenschappen zijn bepaald, is de implementatie makkelijk te bepalen.
Om de selectie en implementatie te faciliteren is het handig om iedere KPI op een vel A4-papier vast te leggen. Om de KPI's te definiëren stelt Neely een formulier voor waarop de onderstaande aspecten worden genoteerd:
Aspect
|
Beschrijving
|
Titel
|
Waar gaat de KPI over? (Doorlooptijd van orderverwerking in dagen)
|
Doel
|
Waarom is de KPI van belang? (Verkorting doorlooptijd stimuleren als onderdeel van nieuwe businesspropositie in markt)
|
Gerelateerd aan
|
Aan welke organisatiedoelen draagt de performance bij? (Organisatiedoelen voor betrouwbaarheid en klanttevredenheid) |
Eigenaar KPI
|
Wie is eindverantwoordelijk voor de KPI? (Directeur verkoop) |
Doelwaarde
|
Wat is de meetbare doelwaarde voor de KPI? (Zes kalenderdagen eind 2012) |
Formule
|
Hoe meet je de performance? (Vanaf datum registratie in postkamer tot mondelingen ontvangstbevestiging door klant)
|
Meetfrequentie
|
Hoe vaak wordt de performance gemeten? (Wekelijks)
|
Wie meet
|
Wie is er verantwoordelijk voor het bijhouden en berekenen van de performance? (Teamleider verkoop binnendienst)
|
Databronnen
|
Op welke data wordt de berekening gebaseerd? (Datum binnenkomst in registratiesysteem postkamer / stempel en datum bevestiging in verkoopsysteem)
|
Wie acteert op data
|
Wie treedt op als de performance bekend is? (Team verkoop binnendienst) |
Eigenaar tegenmaatregelen
|
Wie neemt tegenmaatregelen om afwijkingen te corrigeren? (Team verkoop binnendienst)
|
Opmerkingen
|
Zaken die nog moeten uitgezocht, bedenkingen bij huidige opzet enzovoort. (Betrouwbaarheid van de invoer in verkoopsysteem is nog een vraagteken) |
Wanneer de KPI's zijn geselecteerd, is nog niet bepaald wat de te realiseren doelwaarde moet zijn. Vaak worden de prestaties van het afgelopen jaar genomen en een beetje scherper bijgesteld, en dat zijn dan de nieuwe KPI's. Dit is een sterk van binnen naar buiten gericht denken dat weliswaar uitgaat van continu verbeteren, maar volledig voorbijgaat aan de wensen van de klant. Met een beetje pech staat dit denken grote sprongen voorwaarts in de weg.
Het is belangrijk om goed helder te hebben wat de echte behoefte van de klant is en de targetwaarde van de KPI daarop aan te passen. Dit moet wel realistisch zijn. Wanneer de gewenste waarde van de klant ver van de huidige prestatie ligt, kan de klantwens wel als targetwaarde worden genomen. Maar als deze niet realistisch is, is de haalbaarheid ervan onwaarschijnlijk. Wanneer de discrepantie tussen klantwens en huidige prestatie te groot is, moet de organisatie een langetermijnplan maken of een rigoureuze doorbraak forceren.
Zie ook: KPI's volgens John Maes & Vincent Wiegel (1)
Bron: Succesvol Lean, Vincent Wiegel & John Maes
gg
Laatst aangepast op zaterdag, 02 december 2017 22:09
Blije klanten met de 5 Lean-principes
Gepubliceerd in
Lean Six Sigma
Laatst aangepast op donderdag, 07 december 2017 19:02
Stuksgewijze productie volgens John Morgan & Martin Brenig-Jones
Gepubliceerd in
Lean Six Sigma
Stuksgewijze stroom betekent dat elke persoon binnen de organisatie een handeling verricht en een snelle kwaliteitscontrole uitvoert alvorens de output aan de volgende persoon door te geven. Als er een fout wordt opgemerkt, komt jidoka in actie. Dus wordt het proces stopgezet en wordt er direct actie ondernomen om te situatie te corrigeren en worden er maatregelen genomen om herhaling te voorkomen.
(...)
Stuksgewijze stroom vormt een echte verandering in de manier van denken, omdat je de productie in partijen (batches) achter je laat. ...
Traditioneel gezien werden er grote batches van afzonderlijke dozen of voorwerpen geproduceerd bij iedere stap van het proces en werden ze alleen doorgegeven via het proces als een hele batch klaar was. Vertragingen worden groter als de partijen door de hele organisatie zwerven, zowel in termen van transporttijd als de tijd dat ze moeten wachten in het interne post- of transportsysteem. Het grootste deel van de tijd staat een partij te wachten totdat deze verder verwerkt wordt. In een productiebedrijf wordt het wachten als net zo kostbaar ervaren als overmatige voorraden.
Bij het verwerken van batches kunnen fouten niet snel opgemerkt noch snel verholpen worden. Als zich fouten voordoen, komen ze in grote getale voor waardoor het vinden van de oorzaak verder vertraagd wordt. Bij de stuksgewijze stroom wordt de fout direct opgemerkt. Als het spoor nog warm is, kun je snel de oorzaakanalyse aan de slag en voorkom je dat de fout zich in het hele proces voordoet.
Bron: Lean Six Sigma voor dummies, John Morgan & Martin Brenig-Jones
Laatst aangepast op donderdag, 07 december 2017 19:07
|