8 vormen van verspillingen volgens Lean
Gepubliceerd in
Lean Six Sigma

Bekijk hier bovenstaande afbeelding met de 8 vormen van verspilling volgens Lean, als downloadbare Powerpoint-presentatie op Slideshare
Laatst aangepast op zondag, 13 september 2020 13:58
Toyota Kata volens Rouppe van der Voort & Benders
Gepubliceerd in
Lean Six Sigma

In het boek 'Toyota Kata' omschrijft Mike Rother (2010) twee 'kata' waarmee Toyota continu verbeteren vormgeeft. Een kata is een soort dagelijkse routine die gedisciplineerd toegepast wordt om er steeds beter in te worden. De tweekata's zijn:
-
Verbeterkata.
-
Coaching kata.
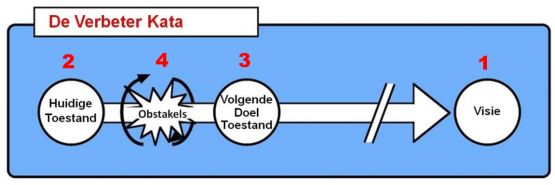
(1) De verbeter kata
Bij het verbeteren gebruikt Toyota drie condities:
-
Huidige situatie.
-
Doelsituatie.
-
Het Ware Noorden.
Het Ware Noorden is de ultieme conditie en bewust onhaalbaar. Bijvoorbeeld: 'geen enkele fout' en 'geen wachten', 'geen verspilling' en 'geen schade'. Het Ware Noorden geeft richting aan alle verbeteracties. Deze doelstellingen worden nooit volledig gehaald, maar er wordt wel elke dag geprobeerd er iets dichterbij te komen. Toyota heeft zelfs sessies waarin ze bespreken wat ze de wereld de komende 500 jaar gaan bieden.Het gaat niet om de toekomst te voorspellen, maar om je uit de beperkingen van vandaag te trekken en door te pakken naar de essentie wat de waarde op dit moment zou moeten zijn. Ze eindigen zo'n sessie dan ook met wat dat betekent voor de stap die ze morgen gaan zetten.
Die volgende stap maken ze heel concreet en noemen ze 'doelsituatie' ('target condition'). Dat is bijvoorbeeld de omsteltijd van een specifieke handeling halveren. Elk team heeft altijd een `doelsituatie' voor ogen en werkt daar continu aan. Dat werkt als volgt:
-
uitgaande van de visie, richting of doel.
-
met diep begrip van de huidige situatie.
-
wordt de eerstvolgende situatie, de `doelsituatie' bepaald. Een concrete, maar moeilijk bereikbare toestand van het proces.
Zodra we stapje voor stapje richting die doelsituatie werken komen we obstakels tegen.Dat is waar we aan moeten gaan werken, en waar we kunnen leren. Is dit anders dan wat we gewend zijn? Het belangrijkste verschil met de gangbare benadering van verbeteren is dat er zowel verder weg als dichterbij gedacht wordt.Waar naartoe gewerkt wordt ligt veel verder weg, zoals 'geen verspilling'. Tegelijkertijd is hun benadering veel dichterbij, gericht op 'wat kunnen we vandaag doen om één stapje dichterbij de eerstvolgende doelsituatie te komen?'.
(2) De coaching kata
Bij Toyota heeft elke medewerker een persoonlijke mentor.De mentor helpt om te leren hoe processen verbeterd kunnen worden.Een mentor is iemand die al minstens zes jaar zelf de methodes om te verbeteren toepast en in staat is om anderen erop te coachen.Het is niet per se een leidinggevende, maar vaak wel. Sterker nog, bij Toyota wordt als de kerntaak van elke leidinggevende beschouwd: "Het vergroten van het probleemoplossend vermogen van mensen."
Wat zou er gebeuren in jouw organisatie als het management het als zijn kerntaak beschouwt om mensen in staat te stellen steeds beter problemen aan te pakken en processen te verbeteren? Het operationeel management van Toyota besteedt minstens 50% van zijn tijd hieraan (...). Ook het hoger management besteedt er een groot deel van zijn tijd aan om als mentor te fungeren. Hoe werkt dat? Het werkt in heel veel kleine stapjes tijdens het dagelijks werk. Als iemand tegen een probleem aanloopt en dat gaat aanpakken gaat hij of zij (de 'mentee') een dialoog aan met zijn of haar mentor. De mentee beschrijft het probleem en de aanpak die hij in gedachten heeft.De mentor geeft een reactie om de mentee op weg te helpen. Daarbij gelden een aantal uitgangspunten:
- De mentor geeft nooit een oplossing voor het probleem.
- Wat de mentee uiteindelijk als test bedenkt accepteert de mentor altijd. Ook all weet de mentor zelf een beter idee, dan zal hij dat niet voorstellen.
- Het leerproces is belangrijker dan de verbetering (enige beperking is een test die ten koste van de klant kan gaan).
- De mentor is verantwoordelijk voor de uitkomst van de test. Ze verbinden elkaars lot in het leerproces.
- De mentor zal soms heel direct sturen wat de volgende stap moet zijn, maar meestal zal hij of zij zo veel mogelijk vragen stellen om de mentee het zelf te laten ontdekken.Het hangt van het stadium van de mentee af wat de mentor kiest.
- De mentor gaat regelmatig zelf mee naar de bron waar het probleem zich voordoet. Hij kan namelijk niet goed weten wat het leerproces van de mentee is, als hij zelf het probleem niet begrijpt.
- De mentor denkt telkens één stap vooruit. Niet meer dan dat. Het leerproces tijdens de volgende stap bepaalt weer de stap daarna. Het heeft dus geen zin twee stappen vooruit te denken (en dus moet de mentor de verleiding weerstaan om zelf de oplossing te bedenken en de mentee daar naartoe te begeleiden).
- Het is gewenst dat de mentee regelmatig (kleine) fouten maakt. Het leerproces is het sterkst bij het maken van fouten ('aiiii'), wat motiveert om het de volgende keer beter te doen ('yesss!').
- Bovenstaande gebeurt in veel kleine stapjes vanaf het begin van het verbeterproces. Als de mentee pas op het einde van zijn denkproces bij de mentor zou komen, kan die niet veel meer helpen en is het leerproces verkwanselt.
Het boek eindigt met een reflectie dat de auteur zeker weet dat de 'verbeterkata' toegepast kan worden in elke organisatie en dat het zich in talloze typen organisaties bewezen heeft.Van de `coaching kata' daarentegen is hij minder zeker of die zomaar door andere organisaties toegepast kan worden. Als de beschreven 'coaching kata' cruciaal is om continu te kunnen verbeteren, dan kun je continu verbeteren onmogelijk als onderdeel van een stevig verbeterproject of met een aantal trainingen en dergelijke introduceren, waarna de afdeling zelf verder gaat.Dit gaat veel dieper in op de DNA van de organisatie, op de cultuur.
Bron: Lean in de zorg, Marc Rouppe van der Voort, Jos Benders, e.a.
Laatst aangepast op vrijdag, 25 januari 2019 17:00
Organisatiestructuur volgens Lean
Gepubliceerd in
Lean Six Sigma
Laatst aangepast op donderdag, 04 januari 2018 05:49
Lean volgens Fujio Cho
Gepubliceerd in
Lean Six Sigma
Laatst aangepast op dinsdag, 20 februari 2018 07:19
Kwaliteit volgens Walter A. Shewhart
Gepubliceerd in
Lean Six Sigma

In het boek Kwaliteitsmanagement geeft Ron Emmerik een compacte beschrijving van de betekenis van Walter A. Shewhart voor kwaliteitsmanagement:
In zijn boek Economic Control of Quality of Manufacturing Product introduceerde dr. Walter A. Shewhart (1891-1967) in 1931 statistische methoden om de kwaliteit van goederen en diensten te controleren en te verbeteren. Hierdoor verkreeg de kwaliteitszorg een wetenschappelijke grondslag.
Shewhart stelde vast dat in industriële processen altijd afwijkingen of variaties van de vastgestelde norm optreden. Dit komt doordat er nu eenmaal verschillen zijn in de kwaliteit van grondstoffen en materialen en in de kennis en vaardigheden van medewerkers. De toepassing van statische hulpmiddelen maakt het mogelijk het productieproces te monitoren en te beheersen. Shewhart tekende het verloop van het productieproces aan op process control charts (regeldiagrammen). Hij maakte daarbij onderscheid tussen toevallige afwijkingen, die binnen de vastgestelde marges liggen en de systematische afwijkingen daarbuiten. Zolang afwijkingen in het productieproces zich binnen de toegestane marges of toleranties bevinden, zijn er geen problemen. Het vastleggen van de productiewaarden in een regeldiagram maakt ongewenste variaties, en daarmee de kwaliteitsproblemen, zichtbaar. Shewhart stelde ook dat wanneer het productieproces eenmaal wordt beheerst, toekomstige productieprocessen binnen bepaalde grenzen kunnen worden voorspeld. De regeldiagrammen hebben drie doelen: de normen voor het productieproces definiëren, afwijkingen (en daarmee kwaliteitsproblemen) in beeld brengen en onderzoeken of aan de normen is voldaan. Hoewel Shewhart nooit dezelfde bekendheid heeft gekregen als andere goeroes, heeft hij duidelijk het werk van William Edwards Deming beïnvloed.
Bron: Kwaliteitsmanagement, Ron Emmerik
Laatst aangepast op vrijdag, 13 april 2018 06:41
Kwaliteit vs. kosten
Gepubliceerd in
Lean Six Sigma
Grappige cartoon over het spanningsveld tussen kwaliteit en kosten.
Zie ook: Kwaliteit volgens Gerco Rietveld
Laatst aangepast op donderdag, 04 januari 2018 05:48
Lean management volgens Rudolf Liefers
Gepubliceerd in
Lean Six Sigma
Rudolf Liefers geeft in het artikel Kwaliteitsmanagement veel effectiever door Lean management een goede samenvatting van de essentie van Lean ('je doet geen Lean, je bent Lean'):
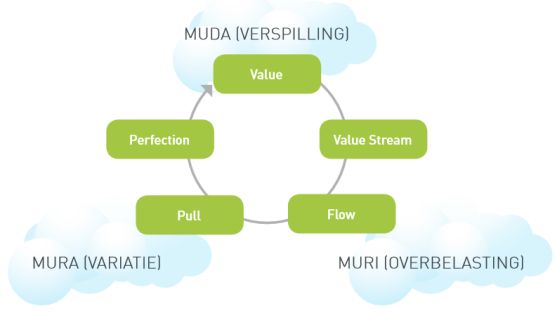
LEAN management is een verbeteraanpak afkomstig uit de Japanse en Noord-Amerikaanse automotive industrie. LEAN management – zoals beschreven door Womack en Jones – stelt zich ten doel om werkprocessen beter, sneller en slimmer te maken door de klant centraal te stellen, en door drie hoofdproblemen terug te dringen:
-
Muda (Verspilling): Activiteiten of middelen worden aangewend zonder dat het waarde toevoegt voor de klant. Binnen LEAN worden acht vormen van verspilling onderkend waarop men alert dient te zijn (zie verder in dit artikel).
-
Muri (Overbelasting): Een processtap – of het hele proces – die structureel overbelast wordt, is niet lang houdbaar en is een teken van een slechte procesinrichting.
-
Mura (Te veel variatie): Klanten (intern: medewerkers en extern: klanten) willen graag weten wat ze krijgen, zodat ze zich daarop kunnen instellen. Een continue kwaliteit is van groot belang voor de tevredenheid van klanten.
Kostenbesparing vormt een gunstig bijeffect, maar is niet het hoofddoel van LEAN management. De LEAN-filosofie helpt bij
procesverbetering vanuit het oogpunt van de klant. Het richt processen in om continu te verbeteren zodat processen op een betere manier invulling geven aan de eisen van verschillende klanten. Om LEAN toe te passen wordt gewerkt met enkele kernwaarden:
-
Value: Besef goed wat waarde heeft voor je klant en ook wat geen of beperkte waarde heeft.
-
Value Stream: Bekijk de value stream; hoe komt je product tot stand?
-
Flow: Plaats diensten en producten zo veel mogelijk in een continue stroom, met zo min mogelijk wachtmomenten en tussenvoorraden.
-
Pull: Produceer niets totdat de klant het gevraagd heeft.
-
Perfection: Streef naar perfectie door continue verbetering.
(...)
Wat LEAN brengt is duidelijk: sterke focus op de klantbehoeften en vanuit dat uitgangspunt zorgen voor meer effectiviteit en efficiëntie in processen.
Liefers geeft ook een aantal voorbeelden van verspilling bij IT-serviceorganisaties:
-
Waste door overproductie: onnodig geproduceerde aantallen servicerapportages.
-
Waste door wachttijd: helpdeskcalls worden niet of te laat afgehandeld, waardoor de klanten (eindgebruikers) moeten wachten met verder uitvoeren van het bedrijfsproces.
-
Waste door beweging: onnodig werk op locatie, omdat beheer op afstand (zoals systeem-upgrades) niet mogelijk is.
-
Waste in de uitvoering (‘gold plating’): eisen aan projectdocumentatie zijn bijzonder uitgebreid, vooral aan beslisdocumenten zoals het projectplan.
-
Waste door voorraad: De incidentenstroom vertoont sterke pieken en dalen waardoor de performance van de helpdesk zeer wisselvallig is.
-
Waste door transport: Het wijzigingsoverleg vindt – om politieke redenen – telkens plaats op een andere locatie.
-
Waste door uitval in productie: toch goedkeuren van onvoldoende geteste wijzigingen die daardoor voor onnodige incidenten zorgen.
-
Waste van talent: alvast bepaalde medewerkers vrijhouden voor een project waarvan de start steeds uitgesteld wordt.
Bron: Kwaliteitsmanagement veel effectiever door Lean management, Rudolf Liefers; in Kwalitei in Bedrijf, maart 2015
Laatst aangepast op dinsdag, 20 februari 2018 07:19
Processen volgens William Edwards Deming
Gepubliceerd in
Lean Six Sigma
Laatst aangepast op zaterdag, 16 juni 2018 08:56
Kaizen volgens Jostein van Vliet
Gepubliceerd in
Lean Six Sigma
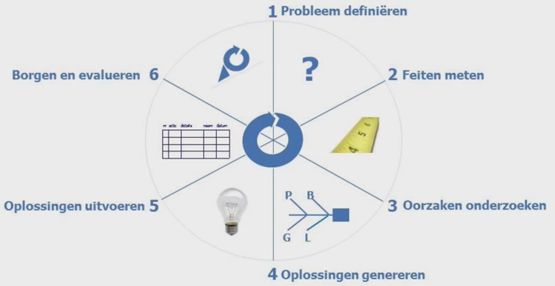
Jostein van Vliet (House of Performance) legt in het Youtube-filmpje 'Continu verbeteren met KAIZEN' (6:33m) uit dat Kaizen bestaat uit het toepassen van zes stappen:
-
Probleem definiëren.
-
Feiten meten.
-
Oorzaken onderzoeken.
-
Oplossingen genereren .
-
Oplossingen uitvoeringen: verbeteringen implementeren.
-
Borgen en evalueren: effecten controleren en borgen.
Door niet te snel in de oplossing te schieten, kom je tot de kern (en voorkom je dat je niet verder komt dan pleisters plakken).
Laatst aangepast op woensdag, 02 september 2020 08:36
Continu verbeteren als mindset
Gepubliceerd in
Lean Six Sigma
Laatst aangepast op donderdag, 04 januari 2018 05:48
|