Lean volgens Dilbert (2)
Gepubliceerd in
Lean Six Sigma
Bron (vrij naar) Dilbert.com
5W's en 1H-methode
Gepubliceerd in
Lean Six Sigma
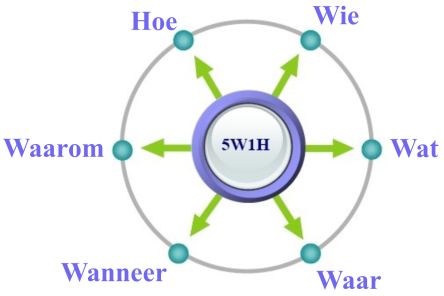
In het boek Creatief denken geeft Han Bakker de volgende beschrijving van de 5W's en 1H-methode:

[De 5W's en 1H-mehtode] is een methode die helpt bij het zo goed mogelijk formuleren van het probleem. Het is dus geen methode om ideeën te krijgen, maar komt ervóór. Aangezien alle tijd die je in het krijgen van ideeën stopt gebaseerd is op een bepaalde vraagstelling, kan het dus handig zijn eerst wat tijd te steken in die vraagstelling zelf. Het herformuleren van de vraagstelling volgens de 5W's en 1H-methode levert doorgaans duidelijkere en eenvoudiger probleemstellingen op.
Het doel van de 5W's en 1H-methode is om te komen tot een scherpere vraagstelling. Het is dus niet zozeer een creatieve denktechniek maar het is meer een techniek die eraan voorafgaat, namelijk de fase waarin het probleem zo adequaat mogelijk moet worden geformuleer. Bij de probleemoplossende technieken gaat alle energie zitten in het vinden van variaties voor het probleem. Het is dus zonde van je tijd als het probleem niet goed is geformuleerd. Deze methode is een eenvoudige manier om te kijken of het probleem duidelijker, scherper of meer to the point geformuleerd kan worden. De methode bestaat eruit om jezelf op een aantal punten te bevragen.
Stap 1: Schrijf de probleemstelling op.
Stap 2: Ondervraag jezelf met het woord 'Wie'. 'Wie ....... ?'
Stap 3: Ondervraag jezelf met het woord 'Wat'. 'Wat ....... ?'
Stap 4: Ondervraag jezelf met het woord 'Waar'. 'Waar ....... ?'
Stap 5: Ondervraag jezelf met het woord 'Wanneer'. 'Wanneer ....... ?'
Stap 6: Ondervraag jezelf met het woord 'Waarom'. 'Waarom ....... ?'
Stap 7: Ondervraag jezelf met het woord 'Hoe'. 'Hoe ....... ?'
Stap 8: Selecteer nu de meest bruikbare probleemstellingen om mee verder te werken.
Bron: Creatief Denken, Han Bakker
Laatst aangepast op donderdag, 21 december 2017 20:39
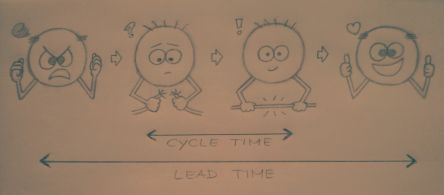
Cycle time en lead time volgens Jurgen Appelo
Gepubliceerd in
Lean Six Sigma
Laatst aangepast op vrijdag, 13 april 2018 06:41
Gemba walk volgens Claudio Perrone
Gepubliceerd in
Lean Six Sigma
Laatst aangepast op donderdag, 04 januari 2018 05:52
Koninklijk Lean-adagium
Gepubliceerd in
Lean Six Sigma
Laatst aangepast op dinsdag, 20 februari 2018 07:19
Omdenken met Taiichi Ohno
Gepubliceerd in
Lean Six Sigma
Having no problems is the biggest problem of all.
Taiichi Ohno
Laatst aangepast op vrijdag, 13 april 2018 06:41
LSS: Yield
Gepubliceerd in
Lean Six Sigma
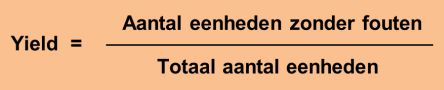
Binnen Lean Six Sigma is yield een indicator voor de 'opbrengst' van een proces, oftewel de mate waarin een proces in één keer de bedoelde defectvrije uitkomst voortbrengt. De yield geeft de proportie juiste eenheden weer, oftewel de ratio van het aantal producten dat defectvrij uit een proces(stap) komt en het totale aantal producten die het proces zijn ingegaan.
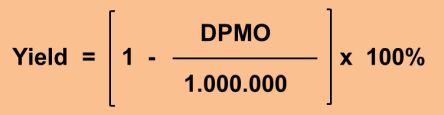
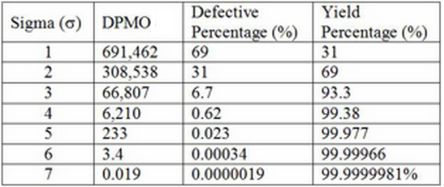
In de onderstaande formule is te zien dat - én hoe - de yield is af te leiden van de DPMO (Defects Per Million Opportunities).
De berekening van de Z-waarde vindt vaak plaats door eerst het aantal defects te bepalen en op basis hiervan de yield te berekenen. In een Yield-naar-Sigma-conversietabel kun je vervolgens aflezen wat de Sigmascore is.
Zie ook: LSS: Rolled Throughput Yield (RTY)
Laatst aangepast op zondag, 31 december 2017 07:50
LSS: Berekenen sigmawaarde (Z-score) [2]
Gepubliceerd in
Lean Six Sigma
Binnen Lean Six Sigma wordt het kwaliteitsniveau van een proces uitgedrukt in termen van de zgn. sigmaniveau of sigmascore. De sigmascore is een maat voor hoeveel standaardafwijkingen er tussen het gemiddelde en de specificatie-eis (CTQ, kritieke klanteis) passen.
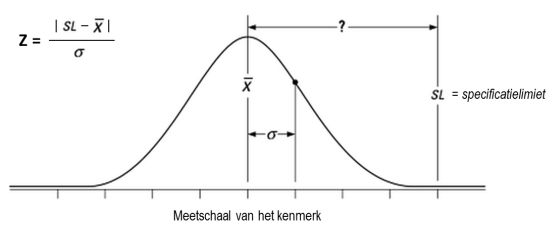
De centrale tensens van de verdeling van de procesprestaties wordt gedefinieerd door het gemiddelde. De hoeveelheid variatie in de procesprestaties, of de breedte van de verdeling, wordt gedefinieerd door de standaardafwijking (Griekse letter sigma). Dé vraag is nu hoeveel standaardafwijkingen passen tussen het gemiddelde van het proces (of kenmerk) en de specificatie-eis (SL).
De formule hiervoor staat rechtsbovenin de bovenstaande afbeelding. De waarde die dit oplevert is de Z-score. Deze score is alleen bruikbaar voor procesprestaties of kenmerken die normaal verdeeld zijn. Een lage sigmascore (Z) betekent dat een significant deel van de staart van de verdeling voorbij de specificatie-eis eindigt.
De sigmascore is afhankelijk van drie factoren:
-
Locatie/ligging van het gemiddelde: hoe ver staat/komt het gemiddelde van de specificatie-eis (SL).
-
Breedte van de verdeling, zoals gedefinieerd door de standaardafwijking (Griekse letter sigma).
-
Locatie/ligging van de specificatie-eis (SL): SL beweegt zich dichter naar of verder van de variatie van het kenmerk of proces.
Strikt genomen zijn er twee sigmascores: een score voor de korte termijn en een score voor de lange termijn. De gedachte hierbij is dat in de praktijk een proces of kenmerk op lange termijn niet zo ideaal functioneert als op de korte termijn. De procesprestaties degraderen onder invloed van verschuivingen en trends. Voor de lange termijn moet je dan ook rekening houden met een 1,5-sigmaverschuiving (sigma shift). De '1,5' danken we aan Motorola waar mijn voorstelde dat 'het rekenkundig verschuiven van een kortetermijnverdeling van een kenmerk of proces dichter naar de specifcatie-eis met een afstand van 1,5 keer de kortetermijnstandaardafwijking, de hoeveelheid defecten zou benaderen die op de lange termijn voorkomen'.
De sigmaverschuiving kun je direct toepassen op de sigmascores (Z) voor de korte termijn. De Zkorte termijn in de onderstaande formule zie je dat de Z-score voor de langetermijnverdeling is af te leiden uit de Z-score voor de kortetermijnverdeling:

In de onderstaande tabel zie je de relatie tussen sigmawaarden, DPMO en Yield:
Bron: Six Sigma voor Dummies, Craig Gygi, Neil DeCarlo en Bruce Williams
Laatst aangepast op donderdag, 21 december 2017 20:42
LSS: Procescapabiliteit in de garage
Gepubliceerd in
Lean Six Sigma
Laatst aangepast op zondag, 31 december 2017 07:50
DMAIC: Analyze
Gepubliceerd in
Lean Six Sigma

In de Measure-fase is een beeld verkregen van de huidige status van het proces en de aard en omvang van het probleem. In De Analyze-fase beoordeel je het huidige proces en probeer je op basis van verdere analyse de hoofdoorzaken te achterhalen van de gesignaleerde problemen.
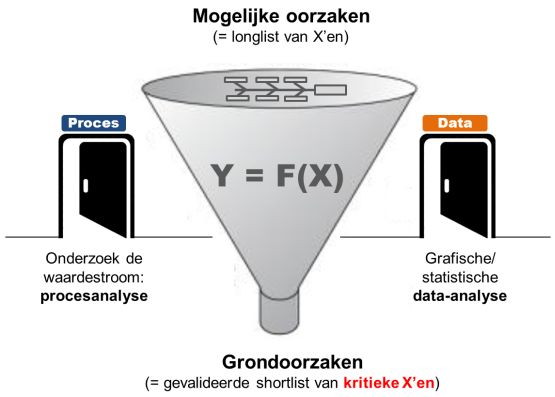
Op basis van proces- en grafische/statistische data worden eerst alle mogelijke oorzaken verzameld. Je identificeert eerst alle mogelijke invloedsfactoren. Door verdere analyse en toepassing van statistische methoden, probeer je de uitgebreide lijst met mogelijke oorzaken in te perken tot een klein aantal grondoorzaken (ook wel de Vital Few of Red X's genoemd).
Voor het ontdekken en valideren van de grondoorzaken zijn twee soorten analyses nodig. In de eerste plaats neem je de data die verzameld werd in de Measure-fase verder onder de loep. Deze analyse wordt de data-analyse genoemd. Daarnaast onderzoek je ook de waardestroom op mogelijke verspilling (procesanalyse). Het uitvoeren van data-analyse wordt ook wel de 'datadeur' genoemd en het analyseren van de waardestroom (procesanalyse) de 'procesdeur'.
De essentie van de Analyze-fase kan als volgt worden gevisualiseerd:
Bij de data-analyse verifiëer je de mogelijke grondoorzaken met behulp van grafische en statistische technieken, zoals het toepassen van (a) tabellen, grafieken en kengetallen om de gegevens samen te vatten en te presenteren, (b) regressieanalyse om de relatie te onderzoeken van invloedsfactoren op het resultaat, en (c) het uitvoeren van hypothesetesten om aan te tonen welke hoofdoorzaken statistisch significant zijn.
Bij procesanalyse wordt de nadruk gelegd op het onderzoeken van de efficiëntie van het proces. Dit doe je met instrumenten die gebruikt kunnen worden voor het analyseren van risico's, het identificeren van verspillingen en het onderscheiden van activiteiten die waarde toevoegen en activiteiten die geen waarde toevoegen. Het gaat vaak om de meer Lean-georiënteerde technieken, zoals: Ishikawa, FMEA, VSM, Process Mapping, 5x Why, VA vs NVA, Lean-metrics (Little's law, Taktijd, PCE). De belangrijkste analytische tool voor procesanalyse is de VSM. Met een VSM visualiseer je het proces op papier en beoordeel je vervolgens voor processtappen of ze waardetoevoegend of niet-waardetoevoegend zijn.
Data- en procesanalyse zijn erop gericht het probleem/proces te doorgronden en de oorzaken te vinden van de procesvariabiliteit. Het doel is vast te stellen wat de hoofdoorzaken zijn en hoe deze het probleem beïnvloeden. Hierbij zoek je dus naar de causale verbanden tussen invloedsfactoren (X'en) en de output (Y) en onderbouw je dit met feiten. De gevonden relaties tussen input (X) en output (Y), verklaren niet alleen hoe het komt dat de huidge prestaties zijn zoals ze zijn, maar vormen ook de basis voor het in de Improve-fase zoeken naar de oplossing(en). Anders gezegd: de gevonden grondoorzaken geven aan wat de korte-, middellange- en langetermijnkansen zijn voor het verbeteren van het proces.
Laatst aangepast op donderdag, 04 januari 2018 05:48
|