Een Control Chart (regelkaart) is een grafisch hulpmiddel om de procesprestaties in chronologische volgorde weergegeven. Walter Shewhart ontwikkelde in de jaren twintig van de vorige eeuw de Control Chart als hulpmiddel voor het identificeren van variatie.
Ieder proces heeft variatie. Deze variatie wordt veroorzaakt door een groot aantal factoren die alleen individueel variëren. Het gevolg hiervan is dat een bepaalde mate van spreiding wordt veroorzaakt door toeval. Dit wordt de normale variatie (common cause variation) genoemd. Naast de normale variatie bestaat de abnormale variatie (special cause variation).
Om onderscheid te maken tussen normale en abnormale variatie worden in de Control Chart zogenaamde regelgrenzen (controlegrenzen, Control Limits) getekend. Control Limits zijn horizontale lijnen die meestal plus en min 3 sigma van het gemiddelde afliggen. Hierdoor komen punten die buiten deze lijn liggen maar in 99,7% van de gevallen voor. Wanneer een datapunt buiten de controllimiet komt, is dit een signaal dat er iets bijzonders aan de hand is.
De regelkaart is eigenlijk niets anders dan een Run Chart met het gemiddelde en ook een Upper Control Limit (UCL) en een Lower Control Limit (LCL). De UCL en LCL geven het natuurlijke bereik aan van de procesresultaten.
Control limits moeten niet worden verward met specificatielimieten (Specfication limits). Specification Limits zijn lijnen die de eisen van de klant weergeven.
Alleen aan de hand van regelkaarten kun je variatie identificeren en begrijpen.
Walter Shewhart vond dat bedrijven te veel tijd verspilden doordat ze de soorten variatie door elkaar haalden en de verkeerde actie ondernamen. Dus ontwikkelde hij in de jaren twintig van de vorige eeuw de regelkaart. Shewhart had voor ogen dat het met de regelkaart eenvoudiger zou zijn om variatie te identificeren. Hij wist dat zijn regelkaart een runchart zou moeten zijn van het gemiddelde en ook de upper en lower control limits (UCL en LCL). Deze upper en lower control limits laten het natuurlijke bereik zien van de procesresultaten, maar hij wist niet zeker waar hij deze control limits moest zetten.
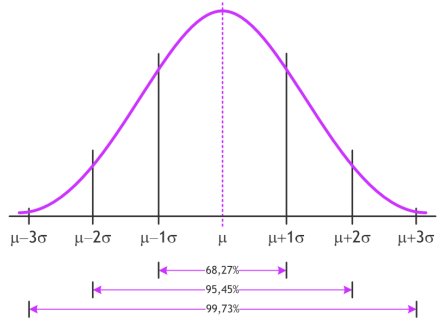
Shewhart voerde duizenden experimenten uit om de beste positie van de control limits te ontdekken. Hij vond uit dat de beste positie was op plus en min drie standaarddeviatie van het gemiddelde. ... [Één] standaarddeviatie geeft het gemiddelde verschil weer tussen het procesresultaat en het gemiddelde van alle procesresultaten. Het meet variatie. En op plus één en min één standaarddeviatie van het gemiddelde zul je ongeveer tweederde van de totale resultaten terugvinden. Op plus en min twee standaarddeviatie zul je ongeveer 95 procent van de resultaten gedekt hebben en als de control limits op plus en min drie standaarddeviatie gezet worden, zal 99,73 van de gegevens hier binnen vallen. (...) Shewart koos ervoor om de control limits op deze punten te plaatsen omdat ze hier het effectiefst zijn bij het maken van onderscheid tussen natuurlijke en speciale oorzaak variatie.
In de loop van de tijd hebben vele andere statistici de experimenten van Shewhart overgedaan en ze hebben geconcludeerd dat hij de limieten precies op de juiste plek heeft gezet.
De begrippen natuurlijke variatie (common-cause variation) en speciale oorzaak variatie (special cause variation) gaan over de vraag of een gemeten procesprestatie beschouwd kan worden als 'verwacht' gedrag voor het proces of dat er iets bijzonders aan de hand is.
Common-cause variation komt voort uit de normale werking van het proces en is gebaseerd op het ontwerp van het proces, procesactiviteiten, materialen en andere procesparameters. We noemen deze variatie ook wel ruis.
Valt een datapunt echter buiten de control limits, dan is er iets bijzonders gebeurd in het proces. Met andere woorden, iets ongewoons heeft ervoor gezorgd dat het proces onbeheersbaar is. Dit noemen we special cause variation. Dit zegt: 'De waarschijnlijkheid dat een procesmeting zo ver van het gemiddelde ligt, is op basis van het gedrag van het proces tot op dat moment minder dan 0,3 procent.' Het voorkomen van een meting met zo'n lage waarschijnlijkheid suggereert dat er speciale omstandigheden waren die het proces hebben beïnvloed. Deze eenvoudige, kwantitatieve benadering met behulp van waarschijnlijkheid vormt de essentie van alle regelkaarten.
De control chart is een belangrijk onderdeel van Statistical Process Control (SPC). SPC is een hulpmiddel voor het monitoren, beheersen en verbeteren van procesprestaties, door (de oorzaak van) variatie te bestuderen. Door het begrijpen van natuurlijke, willekeurige variatie (ruis), voorkom je dat je onnodig gaat ingrijpen in het proces. Alleen special cause variation ga je op zoek naar een aanwijsbare oorzaak en implementeer je - nadat je de hoofdoorzaak hebt gevonden - correctieve actie(s). Anders gezegd: alleen bij out-of-control signalen begin je een onderzoek naar de hoofdoorzaak en implementeer je mogelijk een correctie-actie.
Naast het beoordelen van de stabiliteit van een proces, kan een regelkaart ook gebruikt worden voor het signaleren van trends en patronen in de procesprestaties.
Niveauverschuiving: plotselinge wijziging van de procesligging, bijvoorbeeld als gevolg van ander grondstof- of materiaalverbruik of een wijziging in andere procesparameters. Een niveauverschuiving herken je aan een eenmalige verschuiving van het steekproefgemiddelde. In de grafiek zie je dit terug omdat grafiekpunten aan een kant van de middenlijn staan, hetgeen suggereert dat het proces een permanente sprong heeft ondergaan en betekent dat het zinvol kan zijn nieuwe control limits te berekenen voor het verschoven proces.
Trend: geleidelijke verandering van het procesniveau, bijvoorbeeld door slijtage van gereedschappen. Een trend is te signaleren via een (voortdurende) verschuiving van het steekproefgemiddelde. Een constante stijging of daling in een reeks grafiekpunten (zeven of meer opeenvolgende punten in dezelfde richting) wijst op een speciale oorzaak met een gradueel, cumulatief effect.
Periodiciteit/cyclus: regelmatig optredende fluctuatie in meetuitkomsten van achtereenvolgens vervaardigde producten. De grafiekpunten vertonen dezelfde patroonwijzigingen (bijvoorbeeld stijging of daling) over gelijke tijdsperioden. Dit duidt op een speciale oorzaak met een cyclisch, repetiteitf effect. Periodiciteit is door middel van een steekproefcontrole moeilijk vast te stellen. Een voorwaarde is dat de frequentie waarmee steekproeven worden genomen, ongelijk is aan de frequentie van de verstoring. .
Uitschieter: uitkomst die extreem is. Bijvoorbeeld als gevolg van een incidentele onoplettendheid of een plotseling optredend en snel ontdekt technisch mankement. Sporadisch voorkomende uitschieters zijn nauwelijks met behulp van steekproefcontroles te signaleren.
Moraal van het verhaal is dat je met behulp van een control chart visueel kunt controleren of er speciale oorzaken zijn die inwerken op het proceskenmerk dat je in kaart brengt. Wanneer sprake is van een stabiel en voorspelbaar proces vormen de grafiekpunten geen speciaal patroon en liggen ze binnen de bovensten en onderste controlelimieten. Wanneer er een of meer grafiekpunten buiten de controlelimieten ligt, is dit een waarschuwing dat een speciale oorzaak het proces beïnvloedt en is nader onderzoek vereist.
Laatst aangepast op donderdag, 21 december 2017 20:41
LSS: normale verdeling
Gepubliceerd in
Lean Six Sigma
aug
27
2013
In Het wiskundeboek wordt het volgende gezegd over de normale verdeling:
"In 1733 beschreef de Franse wiskundige Abraham de Moivre als eerste de normale verdeling. (...) De normale verdeling - ook wel de Gaussverdeling genoemd, naar Carl Friedrich Gauss die de kromme later bestudeerde - beschrijft een belangrijke continue kansverdeling die wordt toegepast in talloze gebieden waar waarnemingen worden gedaan. ...
De normale verdeling wordt bepaald door twee belangrijke parameters, de gemiddelde afwijking en de standaardafwijking, die de spreiding van de gegevens in getallen uitdrukken. De grafiek van de normale verdeling wordt vaak de klokkromme genoemd, vanwege de symmetrische klokvorm met hogere geconcentreerde waarden in het midden.
De Moivre onderzocht de normale verdeling tijdens zijn studie naar de benaderingen van de binomiale verdeling, die bijvoorbeeld optreedt in experimenten met kruis-of-muntworpen. Pierre-Simon Laplace gebruikte de verdeling in 1783 om meetfouten te bestuderen. Gauss paste de verdeling in 1809 toe om astronomische data te bestuderen.
De antropoloog Sir Francis Galton schreef over de normale verdeling: "Ik ken weinig andere dingen die zo tot de verbeelding spreken als de wonderbaarlijke vorm van kosmische orde die wordt uitgedrukt in de 'normale verdeling'. Als de Grieken hem haden gekend, zouden ze hem verpersoonlijkt en vereerd. Hij heerst met kalmte en bescheidenheid in de grote verwarring.'
Laatst aangepast op donderdag, 21 december 2017 20:51
LSS: Statistical Process Control (SPC) als instrument voor kwaliteitsverbetering
Gepubliceerd in
Lean Six Sigma
aug
21
2013
Binnen Lean Six Sigma is Statistical Process Control (SPC) een belangrijk instrument voor kwaliteitsmanagement. SPC is bekend gemaakt door William Edwards Deming en heeft twee belangrijke uitgangspunten:
Regelkring (PDCA-cyclus).
Demingcirkel.
(1) Regelkring
De grondgedachte van de regelkring is het uitgangspunt dat een product of dienst niet zomaar tot stand komt, maar een gevolg is van een aantal achtereenvolgende activiteiten, oftewel een proces. Het principe van de regelkring moet ervoor zorgen dat het product aan het eind van het proces voldoet aan de eisen die eraan worden gesteld. In een regelkring kunnen de volgende activiteiten worden onderscheiden:
Plannen (het bepalen van de gewenste output; norm).
Meten (verzamelen van relevante informatie).
Vergelijken van de realiteit met de norm
Besluiten over het ingrijpen
Het daadwerkelijk ingrijpen
Bij kwaliteitsmanagement wordt de regelkring toegepast op de bedrijfsprocessen. De kern van de regelkring (Plan-Do-Check-Act) komt terug in de Demingcirkel.
(2) Demingcirkel
De door Deming geformuleerde cirkel geeft aan dat het plannen (Plan), het uitvoeren (Do), het vergelijken (Check) en het bijsturen (Act) een continu proces is waarbij de norm (plannen) steeds een treetje hoger wordt gelegd. Om te voorkomen dat het kwaliteitsniveau weer afglijdt dient het bereikte niveau geborgd te worden. In de bovenstaande figuur komt dit tot uiting in de vorm van een bal (kwaliteitsprestatie) die door de cyclus van Plan, Do, Check en Act op een steeds hoger niveau wordt gebracht. De wig (borging) voorkomt terugval.
Deming maakt voor het doorvoeren van verbeteringen onderscheid tussen twee vormen van procesverbeteringen:
Het wegnemen van systematische oorzaken van afwijkingen ten opzichte van de planning (de afwijkingen die voorkomen bij diverse productielijnen, productiemiddelen of medewerkers). Bijvoorbeeld een slecht ontworpen bedrijfsproces, gebruik van verkeerde uitgangsinformatie, ongeschikte middelen, enz..
Het wegnemen (verbetering) van de specifieke oorzaken van afwijkingen van de planning (afwijkingen die alleen voorkomen bij een bepaalde productielijn, productiemiddel of medewerker). Specifieke oorzaken omvatten bijvoorbeeld het ontbreken van de juiste vaardigheden van een medewerker, onoplettendheid of een batch met verkeerde grondstoffen.
Het verschil tussen systematische en specifieke oorzaken van afwijkingen ten opzichte van de planning leidt tot het inzicht dat de specifieke oorzaken de verantwoordelijkheid zijn van de medewerkers op operationeel niveau, maar dat de systematische oorzaken, zoals de inrichting van de bedrijfsprocessen, de verantwoordelijkheid zijn van het management.
De volgende stap is dat bepaald moet worden welke afwijkingen acceptabel zijn en welke om actie vragen. Een product of dienst is nooit exact hetzelfde, zelfs niet als het met behulp van dezelfde middelen of medewerkers wordt voortgebracht. Het is daarom van belang onderscheid te maken tussen een afwijking die acceptabel is en een afwijking die vraagt om actie. Bij het in de praktijk brengen van statistisch process control wordt daarom gebruik gemaakt van de statische principes van kansberekening en variatie. Met behulp van de regels van kansberekening en variatie kan worden bepaald of een afwijking willekeurig is of niet. Willekeurige afwijkingen ontstaan binnen statistisch bepaalde limieten. Indien de variatie van de afwijkingen binnen deze limieten blijft is er sprake van een stabiel en gecontroleerd proces. Zolang de uitkomst binnen de limieten valt en er tevens geen sprake is van een trend, is er sprake van een stabiel en gecontroleerd proces. In het geval dat een uitkomst buiten de limieten valt, is er sprake van een afwijking die nader onderzoek vereist. Het feit dat een proces stabiel en gecontroleerd verloopt, wil nog niet zeggen dat het proces optimaal verloopt.
Laatst aangepast op vrijdag, 22 december 2017 20:55
LSS: brainstormen
Gepubliceerd in
Lean Six Sigma
aug
19
2013
Brainstormen is een techniek die in groepsverband creatief denken stimuleert om daardoor in korte tijd ideeën te verzamelen.
Brainstorming leidt door ongeremd ideeën spuien, waarbij deelnemers op elkaars inbreng kunnen voortborduren, tot een oogst van mogelijke oplossingen voor een probleem. Pas na de brainstormsessie worden de ideeën beoordeeld op relevantie en haalbaarheid.
De kunst van het brainstormen is vooral het eigen oordeel voorlopig uit te stellen. Ga niet in op de (on)haalbaarheid van een idee, maar zie het als een bijdrage om te komen tot een nog langere lijst met suggesties waaruit een mooi idee kan groeien.
Accepteer ieder idee en bouw daarop voort of laat het werken als een associatie voor een volgend idee. Eigenlijk begint een brainstorm pas echt daar waar mensen de ideeën die ze toch al hadden, hebben gespuid. Daarvoor moet het klimaat wel veilig zijn. Hoe onveiliger het klimaat in een groep, des te meer zullen mensen hun gedachten eerst selecteren op 'goedheid'. Op zo'n moment kan de brainstorm stroever verlopen. Men durft dan niet meer met afwijkende ideeën te komen. Het gevaar is vaak dat ideeën worden beoordeeld als oplossing.
Laatst aangepast op zondag, 31 december 2017 07:51
Beter werk(en) bij de voedselbank dankzij TPS
Gepubliceerd in
Lean Six Sigma
juli
18
2013
Prachtig filmpje over hoe de voedselbank in New York, dankzij het Toyota Production System (TPS), nog beter werk kan doen.
If you have a good system .... the work takes care of itself.
We always want to strive - step-by-step - to make a process better. Outside Toyota, 'problem' can sometimes have a negative connotation, like a bad thing. I find that in many cases it is better to say we have something we can improve.
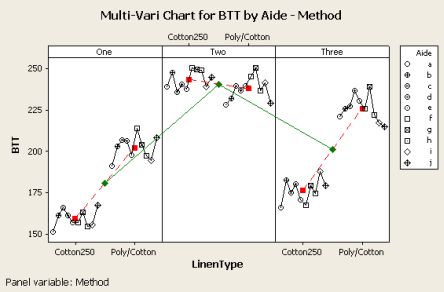
Een multi-vari diagram is een hulpmiddel voor het visualiseren van de invloed van een aantal factoren op de variatie in een proces. Door de verschillende bronnen van variatie afzonderlijk in de grafiek op te nemen verkrijg je inzicht in de bijdrage van deze variatiebronnen en de onderlinge verhoudingen qua invloed op de variatie in de uiteindelijke afhankelijke variabele (Y).
De y-as van de grafiek geeft de waarde van het kenmerk weer. Voor elke variatiebron bepaal je het gemiddelde.
Een eenheid van werk (stap) die onderdeel uitmaakt van een activiteit in een proces.
Een handeling is de meest elementaire vorm van een werkzaamheid binnen een organisatie. Op handelingsniveau kan onderscheid worden gemaakt tussen administratieve en niet-administratieve werkzaamheden.
Hansei
Uitgangspunt binnen Lean dat het voor de vitaliteit van de organisatie van belang is dat regelmatig nagedacht wordt over de relevante ontwikkelrichting en aandachtsgebieden van de organisatie.
Afgeleid van hansei is het mogelijk te bepalen wat de belangrijkst processen zijn die ontwikkeld moeten worden (kaizen)
Herbewerken/opnieuw bewerken (rework)
Activiteiten die nodig zijn om defecten te herstellen die het proces heeft geproduceerd.
Productienivellering; zorgen voor een regelmatige verdeling van werk ('versoepelen van het productieproces') door pieken en dalen in het werk van mensen weg te nemen.
Heijunka is de Japanse term voor ‘het gladstrijken en op niveau brengen”. Heijunka is een methode waarbij de producten of onderdelen die gemaakt moeten worden (de product-mix) gebalanceerd worden.
Productie egaliseren/balanceren; een productievolgorde creëren die wordt bepaald door SKU gemiddelde vraag.
Japans voor balanceren (levelling). Planmethode waarin cyclisch een vaste volgorde van producten over een lijn wordt afgewerkt. Iedere keer wordt van product X precies zoveel gemaakt als dat op dat moment besteld is. Niet meer.
Alias: Production leveling, productienivellering
Heijunka-box is een methode om de productie te nivelleren (planning). Moeilijke en makkelijke producten of diensten kunnen evenredig verdeeld worden
In de VSM wordt dit met bijgaand symbool aangegeven
Een Heijunka-box is een fysieke box waarin Kanban-kaarten liggen. In deze Heijunka-box worden de kaarten zo verdeeld dat de productie gebalanceerd is. De kaarten worden verspreid naar de afdelingen die de aantallen moeten produceren.
Hiërarchie
Manier om personen, objecten of gegevens te ordenen volgens asymmetrische relaties daartussen, waarbij meerderen met minderen worden verbonden. Deze activiteit wordt ook wel classificatie genoemd.
Zie ook: Boomstructuur
Hiërarchisch processen schema (HPS)
Een totaaloverzicht van hoofdprocessen en (sub)processen. Het hiërarchischprocessen schema heeft als doel de relevante bedrijfsprocessen gegroepeerd in kaart te brengen. Deze groepering van processen wordt in het schema hiërarchischweergegeven.
Hiragana muda
Werkzaamheden die geen waarde toevoegen, maar desalniettemin als onvermijdbaar worden beschouwd.
Histogram
Grafische voorstelling van een frequentietabel, waarbij frequenties door kolommen zijn weergegeven.
Staafdiagram dat de frequentieverdeling weergeeft van in klassen gegroepeerde gegevens.
Diagram met aaneengesloten kolommen, waarbij iedere kolom staat voor een bepaalde (even grote) klasse van waarnemingsuitkomsten (horizontale as). De lengte van de staaf staat voor de frequentie (verticale as).
Histogram Een histogram of kolommendiagram is de grafische weergave van de frequentieverdeling van in klassen gegroepeerde data. Dit diagram toont kolommen met oppervlakte ter grootte van de (relatieve) frequenties opgericht boven de klassen.
Diagram dat de vorm of de verdeling toont van de gegevens door aan te geven hoe vaak onderscheiden waarden zich voordoen. Een histogram begint met een lijn die wordt opgezet in eenheden die corresponderen met de gegevens. Vervolgens wordt boven een waarde een punt geplaats voor elke keer dat die waarde in de gegevens voorkomt. Frequentieverdelingen tonen alle gegevenspunten en laten gemakkelijk zien wat er aan de hand is. Een snelle blik laat u meteen de spreiding van de metingen zien, geeft aan waar ongeveer het centrum van de gegevens ligt en hoe die gegevenspunten rond het gemiddelde zijn verdeeld (symmetrisch of naar één kant overhellend).
In veel gevallen zullen de ingevoerde punten de vorm van een klok aannemen, een vorm die statistici zeer bekend is. De klok wordt gevormd door de natuurlijke neiging van gegevenspunten, te clusteren rond een centrale waarde (het 'gemiddelde') en symmetrisch naar beide kanten af te lopen.
Visuele manier om gegevens te presenten, het is vaak om uit een cijfertabel de gewenste zaken snel at te leiden, met een histogram "zie" je meteen afwijkingen etc. Het doel van een histogram is het duidelijk zichtbaar maken, hoe meetgegevens zoals lengten of diameters nadat ze zijn gegroepeerd, zich tot elkaar verhouden. Door een histogram te tekenen kan door de kwaliteitsfunctionaris een totaalbeeld van de gesteldheid van de geleverde producten of verleende diensten worden verkregen. Ook kunnen de benaderde gemiddelde waarde, de modus en de spreidingsbreedte worden bepaald.
Grafische samenvatting van een reeks gegevens. Een histogram kan gebruikt worden bij het identificeren van oorzaken en het ontwerpen van verbetermogelijkheden. Ook kunnen zij dienst doen bij het controleren van resultaten.
Werkwijze: (1) Stel de hoogste en laagste waarden uit een serie gegevens vast, (2) stel het aantal blokken vast waarin deze waarden weergegeven moeten worden; in de meeste gevallen gebruiken we tussen de zes en twaalf blokken; hoe meer gegeven, hoe meer blokken, (3) stel vast welke waarden in een blok moeten vallen als volgt: (hoogste waarde -/- laagste waarde): aantal blokken.
Staafgrafiek waarin de verdeling van meetwaardes wordt uitgezet. Geeft een goed beeld van de spreiding. Eén van de zeven Tools van TPM.
Grafische weergave van hoe vaak een bepaalde variabele voorkomt.
Techniek: - bepaal de te analyseren variabele - verzamel kwantitatieve gegevens over de variabele (histogram wordt nauwkeuriger naarmate er meer gegevens over de variabele worden verzameld). Verzamel minimaal zo'n 30-50 gegevens - bepaal het bereik van de gegevens en de omvang van de intervallen (bereik: <hoogste waarde> minus <laagste waarde>, interval: <bereik> gedeeld door het gewenste aantal intervallen - zet het bereik en de intervallen uit op de horizontale as - voor de verticale as, wordt het totale aantal gegevens gedeeld door drie. Het resulterende nummer is de bovenkant van de verticale as (drie is enigszins willekeurig, maar meestal is het hoogste aantal van een bepaald interval niet meer dan 30% van het totaal aantal verzamelde gegevens
Beweging van aandelenkoersen over een bepaald tijdsperiode weer te geven.
Hoog/laag/slot-diagrammen worden meestal gebruikt om de fluctuatie van aandelenprijzen weer te geven. Dit type diagram kan echter ook voor wetenschappelijke gegevens worden gebruikt. Zo kan een hoog/laag/slot-diagram bijvoorbeeld gebruikt worden om de wisselingen in de dagelijkse of jaarlijkse temperatuur weer te geven.
Hoshin Kanri
Het vertalen van bedrijfsdoelstellingen in concrete doelstellingen voor de verschillende lagen in een organisatie.
Strategisch planningsproces om tot een koppeling tussen visie en werkvloer te komen.
Het vertalen van bedrijfsdoelstellingen in concrete doelstellingen voor de verschillende lagen in een organisatie.
Strategy deployment is in feite de PDCA-cyclus die wordt toegepast op een organisatorisch niveau.
Het begrip Hoshin Kanri is Japans en betekent vrij vertaald 'de richting (het kompas) van de organisatie inregelen'.
Periodiek bepalen van één centraal verander- of ontwikkeldoel door de top van de organisatie, waar alle (relevante) onderdelen van de organisatie aan meewerken.
Zeker stellen dat de strategische doelen via een cascade tot op uitvoeringsniveau vertaald worden.
Strategie-implementatie. Een methode voor beleidsinvoering en strategische besluitvorming die de organisatie focust en afstemt op een paar vitale 'doorbraak'-verbeteringen. De doelstellingen en middelen om de doelstellingen te bereiken worden naar beneden, door de hele organisatie gecascadeerd, met behulp van een reeks gekoppelde matrices (x-matrices). Het proces is zelfcorigerend en stimuleert organisatieleren en continue verbetering van het planningsproces zelf.
Hoshin Kanri • Ho = richting, shin = naald, kanri = management & control • Ofwel management control van de richting of de focus van de organisatie (kompas)
House of Quality is een grafische tool om de relatie tussen de wensen van de klant en de eigenschappen van een product vast te leggen. HOQ is een onderdeel van Quality Function Deployment (QFD) en gebruikt een planningsmatrix die de vorm heeft van een huis met een puntdak.
Human performance improvement
Studie en ethische praktijk van het verbeteren van de productiviteit in organisaties door het ontwerpen en ontwikkelen van effectieve interventies die resultaatgeoriënteerd, veelomvattend en systemisch zijn.
The science of improving human performance in the workplace through analysis and the desing, selection, and implementation of appropriate interventions (Robinson, 1998)
Technologie, methodiek, complexe toolkit en een geheel van ideeën om het functioneren of de performance van (mensen in) organisaties te verbeteren.
Performance improvement gaat uit van een samenstel van factoren die het presteren van medewerkers en organisaties beïnvloeden.
Alias: HPI, Human Perfornance Technology (HPT)
Hypothese
Veronderstelling; vaak wordt 'hypothese' gebruikt als synoniem voor de 'nulhypothese'.
Hypothesetesten
Statistische test waarin je twee elkaar uitsluitende veronderstellingen toetst over wat waar zou kunnen zijn met betrekking tot 'de toestand in de wereld'. De twee veronderstellingen heten de nulhypothese (H0) en de alternatieve hypothese (H1).
Bij hypothesetoetsing worden 2 hypotheses of veronderstellingen geformuleerd: de nulhypothese en de alternatieve hypothese. De kans dat de nulhypothese klopt wordt getoetst. Als de kans hierop heel klein is geworden wordt de nulhypothese verworpen en de alternatieve hypothese aangenomen. De nulhypothese wordt geformuleerd als: ‘er is geen verschil tussen….’ (b.v. groep 1 is gelijk aan groep 2). De alternatieve hypothese wordt geformuleerd als: “er is een verschil tussen…” (b.v. groep 1 is niet gelijk aan groep 2, dus we hebben een statistisch verschil gevonden).
Belangrijke begrippen Lean Six Sigma: 1-10-100 regel
Gepubliceerd in
Lean Six Sigma
mei
16
2013
1-10-100 regel
Vuistregel dat als een product of dienst met een fout wordt doorgegeven aan de volgende stap in het voortbrengingsproces, de kosten om deze fout te corrigeren stijgen met een factor 10.
Het zodanig perfectioneren van het productieproces dat men zeker is dat er geen fouten meer optreden en er geen afkeur meer plaats vindt.
Zero (0) Defects staat voor het streven naar foutloze of verliesloze processen. De naam komt uit het beroemde kwaliteitsprogramma Philip Crosby (zie ‘Wie is wie in continu verbeteren’ op de Blom website). Alhoewel de theorie toepasbaar is voor elk type onderneming vind je het toch vooral terug in industriële toeleverketens waar goederen in grote volumes worden ingekocht. Het Zero defects programma vindt zijn oorsprong bij de Martin Marietta Corporation (nu Lockheed Martin) in Denver. Het is voor het eerst gebruikt in het Titan raketprogramma, de drager van de Gemini-capsules uit de late jaren 60.
Baan in een in banen verdeel procesdiagram om de activiteiten van één deelnemer (persoon, personele functie of afdeling) aan het proces weer te geven.
Zwembaddiagram
Stroomschema waarin visueel onderscheid wordt gemaakt tussen de verschillende verantwoordelijkheden voor de activiteiten binnen een proces.
Visualisatie van een proces, waarbij de activiteiten in een proces grafisch gekoppeld worden aan een uitvoerende rol. De rollen worden gekoppeld aan 'zwembanen'.
Weergave waarin de activiteiten in een procesflow zichtbaar zijn naar de afdelingen en/of de functies die deze activiteiten uitvoeren
Alias: Swimlane-diagram, Swimming lanes, Rummler-Brache diagram, Cross functional-diagram of functiestroomdiagram.
Binnen Six Sigma staat de functie Y = F(X) centraal. 'Y' is daarin de afhankelijke variabele (output), waarbij de x'en (x1 ..... xn) staan voor de onafhankelijke variabelen (input). Anders gezegd; de functie geeft een causale relatie weer waarbij 'Y' staat voor het effect en 'X' voor de oorzaak.
Het verband tussen X en Y wordt beschreven in termen van een zgn. transferfunctie: Y=f(X1, X2, ..., Xn)
Een Yamazumi-kaart is een staafdiagram dat de balans in werklasten tussen een aantal operators weergeeft, meestal in een productielijn of werkcel, afgezet tegen de takttijd. Elke staaf is samengesteld uit een aantal kleinere eenheden.
Yield
Indicator voor de 'opbrengst' van een proces; mate waarin een proces in één keer de bedoelde defectvrije uitkomst voortbrengt. De yield is de ratio van het aantal producten dat zonder defect uit een proces(stap) komt en het totale aantal producten die het proces zijn ingegaan.
De First Time Yield (FTY) vertelt hoe goed het proces is in het voortbrengen van defectvrije producten. Als van de 100 geproduceerde goederen er 90 zonder defecten zijn, is de FTY 90%. De First Pass Yield (FPY) houdt ook rekening met herbewerking(en). Als in hetzelfde voorbeeld geldt dat bij 10 producten sprake was van herbewerking, dan is de FPY (90-10)/100 = 80%.
Alias: Throughput Yield,First Time Yield (FTY), First Pass Yield (FPY)
Japanse term voor 'overal'. Bij Yokoten staat het delen van kennis centraal. Daarnaast wordt kennis op een standaard manier gedocumenteerd en is deze kennis (overal) makkelijk terug te vinden.
Horizontale invoering, kopiëren en uitbreiden van goede Kaizen-ideëen naar andere gebieden.
Every truth passes through three stages before it is recognized. In the first it is ridiculed, in the second it is opposed, in the third it is regarded als self-evident.