Elke variabele op intervalniveau (en hoger) wordt uitgedrukt op een specifieke schaal. Bijv. de lengte van een persoon uitgedrukt in aantal centimeters. Daarnaast zijn er variabelen die op een 'betekenisloze' schaal worden uitgedrukt. Dit is vaak het geval bij variabelen die opvattingen of gedragingen kwanitificeren, via een 5-puntsschaal.
Soms is het nuttig om variabelen uit te drukken op een schaal die meer betekenis heeft en die dezelfde betekenis heeft voor verschillende variabelen. Een manier om dit te doen is door de variabelen te standaardiseren, hetgeen resulteert in een gestandaardiseerde score. Een veelgebruikte methode voor het standaardiseren is door gebruik te maken van een zogenaamde z-score, ook wel sigmawaarde genoemd.
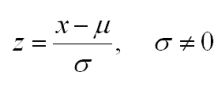
Als x een waarneming is uit een verdeling van een variabele X met een gemiddelde mu en een standaardafwijking (sigma) dan is de gestandaardiseerde score (z) voor deze waarneming:
Om een z-score te berekenen trek je dus eerst de gemiddelde score af van elke waarneming en deel je dit resultaat door de standaardafwijking.
Hoe kan je de z-scores interpreteren? Deze z-scores zijn uitgedrukt op een schaal die aangeeft hoeveel standaardafwijkingen een waarneming verwijderd is van het gemiddelde. Meer concreet: een waarneming met een z-score 0 scoort gemiddeld op het waargenomen kenmerk. Een waarneming met een z-score 1 scoort 1 x de standaardafwijking hoger dan het gemiddelde. Een waarneming met een z-score -1, scoort 1 standaardafwijking lagerdan gemiddeld.
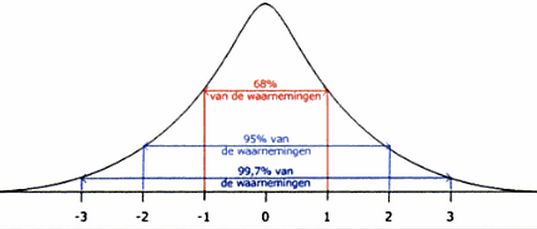
Bij variabelen die (bij benadering) normaal verdeeld zijn kan je vervolgens op basis van deze z-scores ook de 68-95-99,7-regel toepassen.
gemiddelde score (mu) ± standaardafwijking (sigma) is 0,68269 (68%)
gemiddelde (mu) ± 1,96 x standaardafwijking (sigma) is 0,95450 (95%) [1,96 wordt meestal afgrond op 2]
gemiddelde (mu) ± 3 x standaardafwijking (sigma) is 0,99730 (99,7%)
Het betrouwbaarheidsinterval geeft aan tussen welke waarden een onderzoeksuitkomst waarschijnlijk zal zitten. Om vanuit een resultaat uit een steekproef iets over de populatie te zeggen, hou je een betrouwbaarheidsmarge aan. Deze wordt meestal op 95% gezet, maar je kan ook een betrouwbaarheidsinterval wensen van 99% of van 90%. Omdat je niet weet of het steekproefresultaat naar onderen of naar boven afwijkt, bereken je altijd een onderste en een bovenste waarde. Bij de 68-95-99,7-regel zag je dat bij een betrouwbaarheidsinterval van 95% een z-score 1,96 hoort. Anders gezegd: het 95% betrouwbaarheidsinterval omvat bij een normale verdeling het gebied tussen de z-score van –1,96 en +1,96. 2,5% van de observaties heeft een waarde die ligt onder 1,96 x de standaardafwijking en 2,5% ligt boven 1,96 x de standaardafwijking.
Via onderstaande video-tutorial krijg je een uitgebreide uitleg voor het berekenen van z-waarden:
De berekening van de z-score kan zowel worden gebruikt in de Measure-fase als de Control-fase. In de Measure-fase bereken je de z-score bij wijze van nulmeting (baseline). In de Control-fase bereken je de z-score opnieuw om te bepalen of er verbetering te zien is.
Bron: Openleerpakket beschrijvende statistiek, Sven De Maeyer en Dimokritos Kavadias
Laatst aangepast op donderdag, 21 december 2017 20:40
LSS: Productfamilie
Gepubliceerd in
Lean Six Sigma
okt
01
2013
Een productfamilie (product family) is een groep producten of diensten die allemaal of merendeels met dezelfde bewerkingsstappen worden voltooid (80%). Bij het opstellen van een Value Stream Map (VSM) analyseer je altijd het voortbrengingsstroom van 1 productfamilie.
Laatst aangepast op zondag, 31 december 2017 07:50
Lean Management volgens Atos
Gepubliceerd in
Lean Six Sigma
sept
27
2013
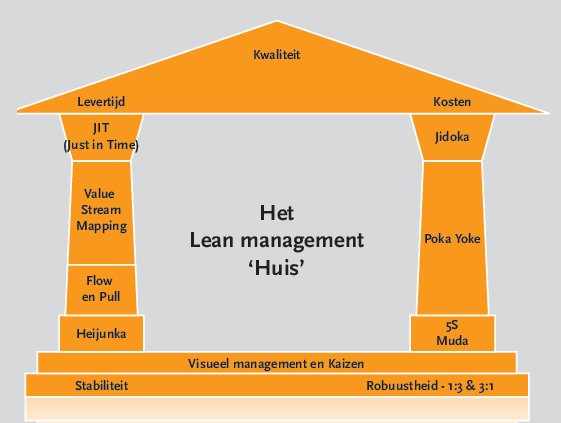
Binnen Lean worden de belangrijkste elementen van Lean Management vaak gevisualiseerd in de vorm van een 'huis'. Bovenstaande figuur is het 'Lean huis' volgens Atos Consulting. De huis-metafoor is opgebouwd uit een fundament, pijlers en een dak.
Het dak staat voor de doelstellingen van Lean Management: (1) het terugdringen van de kosten, (2) het verkorten van de doorlooptijden (levertijd), en (3) het verbeteren van de kwaliteit.
(Lean Management) redeneert primair vanuit de klantbehoeften en niet vanuit de organisatorische mogelijkheden, of erger nog beperkingen. Letterlijk vertaald staat ‘lean’ voor slank: alle onnodige activiteiten in het proces worden als ‘overtollig vet’ verwijderd. Continu wordt de vraag gesteld of een bepaalde activiteit waarde toevoegt: levert de activiteit een bijdrage aan lagere kosten, een kortere doorlooptijd of een betere kwaliteit? En wat als we de activiteit niet meer uitvoeren.
De linker pijler van het ‘Lean huis’ bevat handvatten voor het inrichten van de nieuwe bedrijfsprocessen en de vereiste capaciteit op basis van de klantvraag. De rechter pijler is gericht op het voorkomen van fouten en verspilling. Het fundament van het ‘Lean huis’ is gericht op stabiliteit en continue verbetering.
Veel organisaties starten met het verbeteren van processen zonder te starten aan de basis: de structuur. In processen draait het allemaal om stabiliteit. Een stabiel proces geeft meer zekerheid voor de toekomst dan een instabiel proces. Ongeacht of het hierbij gaat om een productieproces of processen in de transactionele sfeer. Het moet robuust zijn, oftewel weerbaar tegen variaties. Net als een huis dient een proces een goed fundament te hebben: een basisstructuur waar de organisatie op kan bouwen, maar vooral vertrouwen.
Binnen deze variant van het 'Lean huis' worden als belangrijkste Lean-begrippen onderscheiden:
Laatst aangepast op maandag, 01 januari 2018 13:06
Six Sigma volgens Jack Welch (2)
Gepubliceerd in
Lean Six Sigma
sept
17
2013
In zijn biografie vertelt Jack Welch over de invoering van Six Sigma bij General Electric (GE):
We gingen van 3.000 Six Sigma-projecten in 1996 tot 6.000 in 1997, toen we 320 miljoen dollar productiviteitswinst boekten, meer dan het dubbele van de oorspronkelijke doelstelling van 150 miljoen dollar. De voordelen bleken uit onze financiële resultaten. Tegen 1998 hadden we voor 750 miljoen dollar Six Sigma-besparingen bereikt, boven op onze investeringen, en het jaar daarna zouden we voor 1,5 miljard dollar besparen.
Onze winstmarges stegen van 14,8% in 1996 tot 18,9% in 2000. Six Sigma was een succes.
We waren tevreden over de resultaten, maar hoorden te vaak dat onze afnemers het kwaliteitsverschil niet merkten. We dachten dat het probleem erin bestond dat vele producten ontwikkeld waren jaren voordat Six Sigma van start was gegaan.
Er was een reis naar Spanje voor nodig om een oplossing te vinden. (...) Ik bezocht onze nieuwe kunststoffenfabriek in het Spaanse Cartagena voor een projectevaluatie met Piet van Abeelen en zijn team. Piet was wereldwijde productiemanager voor kunststoffen en had de kracht van Six Sigma aangetoond in een van zin fabrieken in Bergen op Zoom. Met Six Sigma hadden Piet en zijn team de Leanproductie verdubbeld van 2.000 tot 4.000 ton per week, zonder noemenswaardige investeringen. Piet had het beste praktische idee van wat Six Sigma kon veranderen en het talent om dat in eenvoudige bewoordingen uit te leggen.
(...)
Het was Piet die het antwoord vond op de vraag waarom onze afnemers onze Six Sigma verbeteringen niet merkten. Piets redenering was eenvoudig: hij doordrong ons ervan dat Six Sigma over één ding ging - spreiding! We hadden het allemaal bestudeerd, inclusief ikzelf, in het klaslokaal met de papieren vliegtuigjes. Maar we hadden het nooit gezien zoals Piet het uitlegde. Hij legde het verband tussen het gemiddelde en spreiding. Het was een doorbraak.
We zagen af van gemiddelden en concentreerden ons op spreiding door het verkorten van wat we de span noemden. We wilden dat de klant kreeg wat hij wilde wanneer hij het wilde. Span meet de spreiding, vanaf de exacte dag waarop de klant het product wil ontvangen, in dagen te vroeg of dagen te laat. Een span van nul bereiken, betekent dat de klant het product altijd ontvangt wanneer hij dat wil.
Ons probleem was aanvankelijk dat we verbetering maten op basis van een gemiddelde - een cijfer dat alleen onze productie- of servicecyclus weergaf, zonder rekening te houden met de klant. Als we de levertijd van gemiddeld 16 dagen terugbrachten tot 8 dagen, beschouwden we dat als een verbetering van 50%.
We juichten, dom genoeg.
Onze afnemers merkten niets - behalve spreiding en onvoorspelbaarheid. Sommige ontvingen hun bestelling negen dagen te laat, anderen zes dagen te vroeg. We namen Six Sigma en een klantgerichte instelling die rekening hield met span als leidraad. Dat bracht de span in levertijd terug van 15 dagen tot 2. Nu merkten de nieuwe afnemers de verbetering wel doordat bestellingen dichter bij de gewenste datum arriveerden.
Het klinkt simpel - en dat was het ook, toen we het eenmaal doorhadden.
We waren drie jaar met Six Sigma bezig voordat we het doorhadden. Terugdringen van de span was voor iedereen eenvoudig te begrijpen en het werd een strijdkreet op elk niveau van de organisatie. Het was precies wat we nodig hadden om Six Sigma minder complex te maken. (...) Six Sigma is een universele taal. Spreiding en span zijn in Bangkok en Sjanghai even begrijpelijk als in Cleveland en Louisville.
Laatst aangepast op donderdag, 04 januari 2018 05:53
LSS: Control Chart (regelkaart) - 2/2
Gepubliceerd in
Lean Six Sigma
sept
10
2013
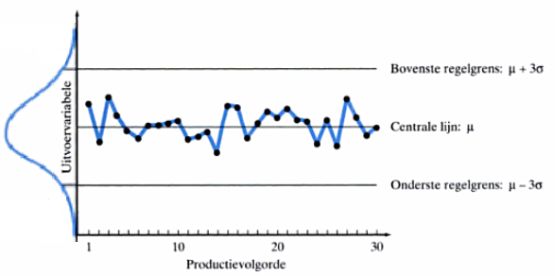
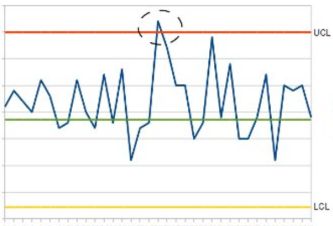
Het is belangrijk verschil te maken tussen gewone oorzaak variatie (common cause variation) en bijzondere oorzaak variatie (special cause variation) omdat beide vormen van variatie een verschillende aanpak vragen. Een belangrijk hulpmiddel bij het identificeren van variatie is de regelkaart (control chart).
James McClave, George Benson en Terry Sincich stellen dat regelkaarten helpen voorkomen dat je met de verkeerde dingen aan de slag gaat en kwaliteitsproblemen alleen maar erger maakt:
We gebruiken regelkaarten om te helpen een onderscheid te maken tussen procesvariatie ten gevolge van gewone oorzaken en van bijzondere oorzaken. Dat betekent dat we ze gebruiken om vast te stellen of een proces stabiel is (alleen gewone oorzaken aanwezig) of niet (zowel gewone als bijzondere oorzaken aanwezig). Als we dit onderscheid kunnen maken, betekent dit dat we actie moeten ondernemen om bijzondere oorzaken op te sporen en weg te nemen, en wanneer we het proces ongemoeid moeten laten. Als je actie onderneemt om bijzondere oorzaken weg te nemen die niet bestaan - 'sleutelen aan het proces' noemen we dat - is het mogelijk dat je in feite de variatie van het proces groter maakt, en daarmee de kwaliteit van de uitvoer juist vermindert.
Ook Deming wijst op de risico's van het niet goed onderscheiden van beide vormen van variatie:
A fault in the interpretation of observations, seen everywhere, is to suppose that every event (defect, mistake, accident) is attributable to someone (usually the nearest at hand), or is related to some special event. The fact is that most troubles with service and production lie in the system. We shall speak of faults of the system as common causes of trouble, and faults from fleeting events as special causes.
Volgens Deming is het ontdekken van bijzondere oorzaken (special causes) de verantwoordelijkheid van de medewerkers (die dagelijks met het proces bezig zijn). De gewone oorzaken (common causes) maken onderdeel uit van het systeem. Het systeem is de verantwoordelijkheid van het management. Als de algemene oorzaak variatie te groot, moet het management het systeem veranderen. De inschatting van Deming is dat 85% van de problemen met processen worden veroorzaakt door de systemen - en dus het management - en slechts 15 procent door individuele medewerkers (85/15-regel).
Laatst aangepast op zondag, 31 december 2017 07:52
LSS: kwaliteit binnen Lean Six Sigma
Gepubliceerd in
Lean Six Sigma
sept
09
2013
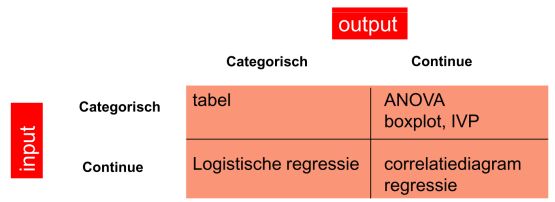
Binnen Lean Six Sigma gaat het over twee stemmen: de stem van de klant en de stem van het proces. De relatie tussen deze twee stemmen wordt binnen Lean Six Sigma de procesprestatie genoemd: de mate waarin de stem van het proces en die van de klant op elkaar zijn afgestemd. Anders gezegd, nadat je helder hebt aan welke verwachtingen van de klant het proces moet voldoen, is het zaak te beoordelen in welke mate het proces voldoet aan deze verwachtingen.
De verwachtingen van de klant worden binnen Lean Six Sigma vertaald naar specificaties (CTQ's). Elke specificatie staat voor een SMART-geformuleerde klanteis waaraan het product of dienst moet voldoen, zodat de klant tevreden is. De klanteis kan betrekking hebben op een specifieke doelwaarde (target) voor een bepaald kenmerk van de output óf een bandbreedte aangeven waarbinnen het kenmerk moet 'scoren', de zgn. specificatielimieten ('tolerantiegrenzen'). De doelwaarde of specificatielimieten zijn dus de concrete eisen waaraan de output van een proces moet voldoen om door de klant als acceptabel te worden beschouwd.
Een traditionele kijk op kwaliteit is dat kwaliteit neerkomt op het voldoen aan specificaties. Deze alles-of-niets-benadering wordt binnen Lean Six Sigma aangescherpt tot een definitie van kwaliteit, waarbij kwaliteit gedefinieerd wordt als de prestatie die de doelwaarde (target) met zo min mogelijk variatie raakt. De target, niet de specificatielimieten, zijn dan ook het belangrijkste onderdeel van een specifiatie.
Het bedenken van een specificatie is een ding. Iets anders is het om processen en kenmerken te laten voldoen aan die specificatie. Een centrale taak van [Lean] Six Sigma is het begrijpen in hoeverre processen en kenmerken voldoen aan hun gestelde klantspecificaties.
Het niet voldoen aan de gestelde klanteis, wordt binnen Lean Six Sigma een 'defect' genoemd.
Als het gaat om het beoordelen van de procesprestaties, zijn de volgende vier begrippen cruciaal:
Eenheid: het geproduceerde of verwerkte item.
Defect: elke procesoutput, product of dienst die niet voldoet aan de gestelde klanteisen (CTQ-requirements).
Defectmogelijkheid: elke mogelijk binnen een proces, product of dienst om níet te voldoen aan een klanteis (CTQ).
Defectief: een geproduceerde eenheid met één of meer defecten.
NB. Een product kan dus alleen meer dan één defect hebben als er meer dan één kritieke klanteis (CTQ) van toepassing is op dit product of dienst.
Binnen Lean Six Sigma staat het 'statistisch denken' centraal: het meten en begrijpen van variatie helpt het huidige prestatieniveau vast te stellen en wat er nodig is om de variatie te reduceren en zodoende het aantal afwijkingen (defects) te verminderen. Het meten van de variatie betekent dat je vaststelt hoe goed (of slecht) je in staat bent om aan de klantwens tegemoet te komen. Door het procesverloop in de tijd te observeren en de resultaten te meten, kun je het gemiddelde en de standaardafwijking vaststellen en zodoende de procesoutput relateren aan de klanteisen (CTQ's). Het doel van Lean Six Sigma is de procesprestaties ruim binnen de CTQ's te positioneren, door het reduceren van de variatie en/of het verbeteren van het gemiddelde.
Kenmerkend voor Lean Six Sigma is combinatie van een focus op klanten en een focus op het proces:
(1) Focus op klanten
Binnen Lean Six Sigma staat het realiseren van een steeds hogere waardering voor klanten staat voorop. Dat begint met een goed begrip van en inzicht de klantenbehoeften. Pas nadat je de klantwensen en -eisen volledig doorgrondt, kun je een vertaling maken naar de eigenschappen van producten en diensten die aan de klanten worden aangeboden. Deze eigenschappen moeten voldoen aan bepaalde eisen. Niet voldoen aan die eisen leidt tot ontevredenheid van de klant, omdat het product of de dienst op een zeker aspect tekortschiet in het vervullen van een behoefte.
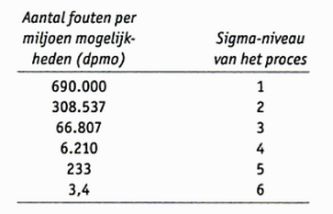
De kenmerkende grootheid binnen Six Sigma is Defect Per Million Opportunities (DPMO). DPMO koppelt klantbehoefte aan de eigenschappen van producten. Het begrip 'defect' staat voor 'alle tekortkomingen waardoor een klant ontevreden kan zijn' en het begrip 'opportunity' als een eigenschap van het product of de dienst die van belang is en dus moet voldoen aan de gestelde eisen. Een complex product heeft veel kritieke eigenschappen en dus veel 'opportunities for defects' (ofd's).Lean Six Sigma stelt het het kwaliteitsniveau vast door het het aantal fouten (defects) te meten, gekoppeld aan het aantal mogelijkheden tot fouten. De term 'Six Sigma' staat voor de kwaliteitsmaat binnen Six Sigma van 3,4 DPMO.
(2) Focus op het proces
Uiteindelijk worden al die goede en foute producten en diensten voortgebracht door een proces. Om de uiteindelijke kwaliteit te verbeteren en de tevredenheid van de klant te vergroten moet de kwaliteit van het proces omhoog. In eerste instantie kijken we naar de mate van variatie in het proces. Een proces met te veel variatie levert producten op die buiten de gestelde specificaties liggen en dus leiden tot defecten. Het devies is dan om de variatie binnen het proces te reduceren.
Laatst aangepast op donderdag, 02 januari 2020 21:10
LSS: Meetniveaus (continue vs discrete data)
Gepubliceerd in
Lean Six Sigma
sept
03
2013
Een variabele is een een eigenschap of kenmerk van een object die verschillende waarden kan aannemen. Variabelen kunnen kwantitatief zijn, dat wil zeggen in getallen uit te drukken, zoals lengte en leeftijd. Bij kwalitatieve variabelen laten de kenmerken zich alleen in woorden omschrijven: geslacht, haarkleur, beroep.
Meten is het - volgens bepaalde regels - toekennen van getallen aan eigenschappen. Bij veel soorten onderzoek worden waarnemingen ingedeeld in klassen. Dergelijke gegevens duiden een niet-getalsmatige eigenschap (kwaliteit) aan; men noemt dit kwalitatieve gegevens. De wijze waarop gegevens zijn gemeten, wordt het meetniveau of meetschaal van de variabele genoemd. Het meetniveau is bepalend voor de berekeningen en statistische toetsen die mogen worden uitgevoerd.
Bij metingen kan gebruik worden gemaakt van vier verschillende meetniveaus:
Nominaal meetniveau: bij meten op een nominaal meetniveau worden personen of objecten ingedeeld in kwalitatief verschillende klassen of categorieën waaraan een getalsmatige code kan worden toegekend. Het toekennen van getallen is willekeurig, dus bijvoorbeeld man = 0, vrouw = 1. De gebruikte codes voor de categorieën zijn willekeurig, ze geven alleen aan dat de categorieën van elkaar verschillen. Het toegekende getal zegt niets over de betreffende eigenschap en is eigenlijk dus niets anders dan een naam (latijn: nomen). Een bijzondere vorm van een 'nominale variabele' is de dichotome variabele. Een dichotome variabele is een kenmerk dat slechts twee mogelijke waarden kan aannemen, bijvoorbeeld man/vrouw, geslaagd/gezakt of goed/fout. Sommige variabelen zijn van nature dichotoom andere variabelen worden dichotoom gemaakt (gedichotomeerd), dat wil zeggen dat scores worden samengevoegd in twee categorieën.
Ordinaal meetniveau: bij meten op ordinaal meetniveau worden personen of objecten ook ingedeeld in kwalitatief verschillende klassen of categorieën, maar is sprake van een ordening in de toegekende getallen ('ranggetallen'). Bij een ordinale meetschalen kan er niet willekeurig gecodeerd worden omdat er nu wel sprake is van een ordening of rangorde. Bijv. opleidingsniveau of geclassificeerde inkomensklassen. De verschillen tussen de opeenvolgende code mogen wel willekeurig zijn. Een hoger (of lager) getal betekent méér dan een eigenschap. Hoeveel meer is echter niet eenduidig bepaald, de keuze van de toe te kennen getallen is namelijk betrekkelijk willekeurig, er is eigenlijk alleen sprake van een 'natuurlijke volgorde' of rangordeschaal.
Ratioschaal: het hoogste meetniveau is sprake van een ratioschaal waarbij verhoudingen tussen getallen direct geïnterpreteerd kunnen worden als verhoudingen tussen hoeveelheden van de eigenschap. 32 minuten is écht twee keer zo veel als 16 minuten. Bij een ratioschaal is er een duidelijk gedefinieerd, vast nulpunt dat de afwezigheid van iets weergeeft: een lengte van 0 betekent géén lengte.
Interval meetniveau: tussen het ordinale meetniveau en de ratioschaal ligt het intervalniveau. Een intervalschaal heeft een arbitrair nulpunt. Een bekend voorbeeld is temperatuur in graden Celcius. Zweedse astronoom Anders Celsius heeft tamelijk willekeurig de temperatuur waarbij water van vaste vorm (ijs) overgaat in vloeistof, 0 graden genoemd. Als hij in plaats van water stikstof had genomen, was nul graden veel kouder geweest. Bij metingen op intervalniveau kunnen verschillen tussen twee waarden direct vergeleken worden.
Het meetniveau heeft - zoals gezegd - gevolgen voor de toegestane statistische bewerkingen. Hoe hoger het meetniveau, des te meer bewerkingen zijn toegestaan.
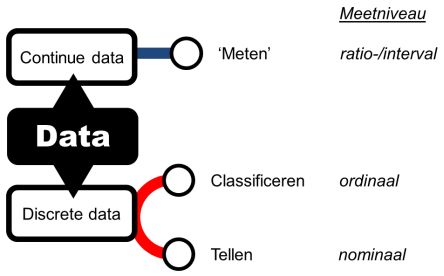
Discrete data (variabelen)
Variabelen die 'gemeten' worden op nominaal of ordinaal meetniveau worden discrete data genoemd. Bij zowel het nominale variabelen als ordinale variabelen, geldt dat je eigenlijk meer bezig bent met het indelen in categorieën, dan wat je in het dagelijks leven vaak onder de term 'meten' verstaat. De verkregen data worden daarom ook wel categorische data genoemd. Een naam die ook gebruikt wordt is attributieve data of attributiedata. 'Attributie' in de zin van toekennen; je kent letterlijk een categorie toe aan dingen.
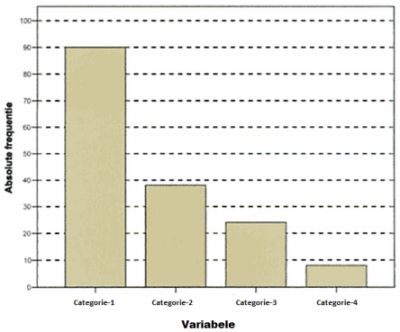
Bij een discrete variabele bestaan de waarden alleen uit gehele getallen. De variabele heeft een waarde die de uitkomst is van een telling of classificatie. Discrete variabelen staan 'los van elkaar'; het gaat om losse waarden die sprongsgewijs veranderen. Een frequentieverdeling van een discrete variabele wordt meestal weergegeven als een staafdiagram.
Continue data (variabelen)
Variabelen die gemeten worden op ratio- of intervalniveau worden continue data genoemd. De toegekende getalsmatige eigenschap kan in theorie alle mogelijke waarden krijgen. Bij continue variabelen kan wél elke waarde tussen twee meetpunten voorkomen. Continu variabelen nemen waarden aan uit een aaneengesloten interval (continuüm).
De variabele heeft een waarde die de uitkomst is van een échte meting, waarbij er een getal wordt toegekend aan de variabele. Een voorbeeld van een continue variabele is 'lichaamslengte'. De frequentieverdeling van een continue variabele wordt meestal weergegeven als een vloeiende curve.
In 1988 importeerde Leo Monhemius samen met twee collega's bij Philips het concept OCAP uit de Verenigde Staten. Leo beschrijft de geschiedenis en betekenis van OCAP als volgt:
Statistical Process Control (SPC) is meer dan het toepassen van regelkaarten. Het belangrijkste is dat de oorzaak van de procesverstoring zo snel mogelijk wordt weggenomen.
Het begrip "Out of Control Action Plan" (OCAP) is ontwikkeld door Tom Bassett 3rd in de Philips IC fabriek te Orem, USA. Tom was daar aangesteld na het ontslag van drie fulltime statistici. Deze waren ontslagen omdat het bedrijf faalde voor een audit. Men faalde op foutieve toepassing van statistische technieken en raakte een grote defensieorder kwijt. De opdracht van Tom Bassett was om de doorlooptijd te reduceren. Hij liep al snel aan tegen onbeheerste procesvoering. Producten, die aan het einde van het productieproces worden afgekeurd, waren de grootste oorzaak van te laat leveren. SPC werd bottom-up ingevoerd. Maar de reactie op de regelkaart gaf problemen omdat steeds de chef actie moest nemen, de werknemer bleef buiten spel.
Vanuit zijn achtergrond als marinier stelde Tom Bassett vast, dat je niet moet gaan vergaderen, wanneer je onder vijandelijk vuur ligt. Het plan moet dan klaar zijn, beter een fout maken dan niets te doen. Eerst zou het plan "Statistical Weapon Attack Plan" moeten heten. Maar dankzij een religieuze baas (Orem ligt in Utah) en de negatieve assiociatie met defensieprogramma's werd de naam OCAP gekozen. Dit was een doorbraak. Men was wèl gewend de normale bedrijfsvoering vast te leggen. Maar niet om de reactie op bijzondere gebeurtenissen te formaliseren. Door dit te doen wordt de analyse van bijzondere gebeurtenissen mogelijk. Tevens wordt de verantwoordelijkheid voor procesbeheersing op de werkvloer verankerd. Het was dus een doorbraak voor de productieorganisatie en voor de verantwoordelijke ingenieurs. De Ingenieurs keurden vroeger de procescorrecties goed. Nu moesten de ingenieurs het OCAP goedkeuren. Het OCAP is te vergelijken met een rampenplan op kleine schaal.
Laatst aangepast op vrijdag, 22 december 2017 20:55
Statistische concepten en hulpmiddelen: staafdiagram
Gepubliceerd in
Lean Six Sigma
sept
02
2013
Om de verdeling over categorische variabelen samen te vatten wordt vaak gebruik gemaakt van een staafdiagram of een taartpuntdiagram.
Een staafdiagram is sterk vergelijkbaar met een histogram. In een staafdiagram laten we wat ruimte tussen te balkjes in plaats van ze aan elkaar te laten aansluiten.
De volgorde van de categorieën in een staafdiagram is afhankelijk van het soort categorische variabele.
Bij een nominale variabele zijn twee werkwijzen in trek: het alfabetisch rangschikken van de categorieën of het rangschikken in aflopende orde naargelang de frequentie. De laatste werkwijze geeft meteen meer informatie mee aangezien de lezer van de grafiek in één oogopslag een idee krijgt van welke categorieën het meest voorkomen in de data en welke minder.
Bij een ordinale variabele, worden de categorieën gerangschikt volgens de logische volgorde die in de variabele zelf zit.
Een staafdiagram (eng. barchart) vat de uitkomsten op een discrete variabele grafisch samen.
In een staafdiagram staan op de horizontale as de waarden van de variabele. De hoogte van de staaf komt overeen met de frequentie of de proportie (of het percentage) van de bijbehorende waarde. Om aan te geven dat er tussen twee discrete waarden geen andere waarden mogelijk zijn raken de staven elkaar niet.
Een staafdiagram is, evenals een cirkeldiagram en een reepdiagram, geschikt voor discrete variabelen met een beperkt aantal verschillende waarden. Als het aantal staven te groot wordt neemt de overzichtelijkheid en daarmee de informatieve waarde af. De staven staan niet in een dwingende volgorde, daarom is het staafdiagram ook bruikbaar voor uitkomsten op nominaal meetniveau.
Een staafdiagram wordt onder dezelfde voorwaarden toegepast als een cirkeldiagram: laag meetniveau, het beschrijven van de verhouding tussen de verschillende categorieën, slechts enkele waarden. Zo kun je snel zien in welke categorie zich de meeste waarnemingen bevinden. Elke waarde wordt in de grafiek weergegeven door een aparte staaf.
Een eenvoudige manier om gegevens te presenteren, vinden we bij het staafdiagram. De lengte van een staaf (of kolom) komt overeen met het gemeten aantal. Er zijn diverse staafdiagrammen mogelijk (horizontaal, verticaal, stapeldiagram). Bij een staafdiagram worden de staven of kolommen doorgaans los van elkaar (niet aaneensluitend) getekend.