In zijn Handboek Teamcoaching - helpen zonder bemoeizucht beschrijft Martijn Vroemen het Donald Schön's concept van de reflective practioner:

Donald Schön (1983) heeft een belangrijke theorie ontwikkeld over het werken en leren van professionals. Hij zag dat professionals in hun beroepspraktijk niet altijd rationeel en technisch een probleem te lijf gaan. Door professionals te bevragen over wat zij nou in de praktijk eigenlijk deden, zag hij dat zij vaak werken met impliciete en onbewuste kennis. Zij vertrouwen in complexe en onzekere situaties op intuïtief 'weten'. Blijkbaar - zo redeneerde hij - hebben zij het vermogen om problemen op te lossen zonder al te veel analyse vooraf. Echte professionals reflecteren op het vraagstuk terwijl ze ermee omgaan. De kennis die zij in de praktijk ontwikkelen is misschien niet wetenschappelijk, maar ze is tenminste wel relevant voor de vraagstukken waarmee professionals werken.
Schön beschreef en onderzocht dit proces als 'reflectie-in-actie', waarbij kennis niet alleen wordt toegepast, maar ook - al doende - wordt aangepast. Kennis wordt dus ontwikkeld tijdens de uitvoering. De reflective practioner is de vakmens die veel meer weet dan in woorden valt uit te drukken, maar die zijn professionaliteit laat zien in de praktijk.
Deze 'kennisleer van de praktijk' staat op gespannen voet met de klassieke rationeel-wetenschappelijke manier van kennisontwikkeling, omdat je uit deze praktijkbenadering moeilijk algemene voorschriften en recepten kunt destilleren. Het gebeurt grotendeels impliciet. Dit boeide Schön juist, omdat het op universiteiten te veel over formele kennis gaat en te weinig over ambachtelijke kennis, volgens hem.
Professionals ... leren volgens Schön vooral aan, en in de praktijk, en minder door kennisoverdracht van anderen. Toch moet je niet helemaal op je praktijkkennis vertrouwen, omdat je het risico loopt te veel binnen je eigen set van aannames te blijven (single-loop learning). Kennis die werkt, bevestigt zichzelf. Daarom moet je ook kennis buiten je eigen praktijk blijven ontwikkelen, maar dan bij voorkeur in de vorm van het reflectieve practicum: reflection-on-action. Intervisie en supervisie zijn werkvormen typische daarbij.
Bron: Handboek Teamcoaching - helpen zonder bemoeizucht, Martijn Vroemen

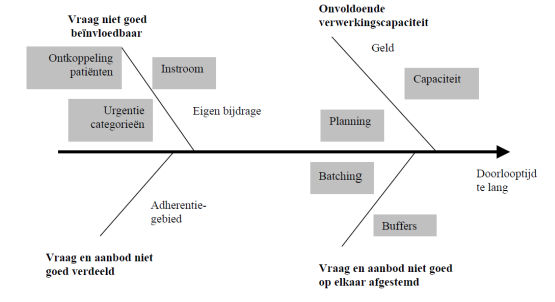
In zijn bachelorscriptie Technische Bedrijfskunde gaat Tim de Wit in op de theorie van doorlooptijd en doorlooptijdverkorting:
De doorlooptijd van een product (Engels: lead time of cycle time, beide termen worden ook gebruikt om andere begrippen aan te duiden) wordt gedefiniëerd als de tijd die een product erover doet om een proces
geheel te doorlopen (Rother & Shook, 1999) en kan worden gemeten door de begintijd van het proces te vergelijken met de eindtijd van het proces – meestal de levering aan de klant.
(...)
Een lagere doorlooptijd heeft namelijk een gunstige invloed op het bedrijf op meerdere manieren (Hopp, Spearman, & Woodruff, Practical Strategies for Lead Time Reduction, 1990):
- Bestellingen kunnen sneller geleverd worden aan klanten;
- Er hoeven minder voorspellingen te worden gedaan over toekomstige vraag;
- Er is minder voorraad tussen bewerkingsstappen;
- Eventuele productiefouten komen sneller bij de kwaliteitscontrole en worden dus sneller opgemerkt;
- Er is beter overzicht omdat er minder producten op de vloer staan.
Het staat dus vast dat een lage doorlooptijd wenselijk is voor productiebedrijven. Uit de wet van Little blijkt ook op welke manier dit te bereiken is. Om dit te illustreren, is de vergelijking omgeschreven naar een
andere vorm:
Onderhanden werk (work in process; WIP) = doorlooptijd x productiesnelheid óf Productiesnelheid = WIP / Doorlooptijd
Uit deze vergelijking blijkt dat de verhouding tussen voorraad onderhanden werk en het aantal geproduceerde producten per tijdseenheid, gelijk is aan de gemiddelde doorlooptijd. Deze doorlooptijd kan dus worden verlaagd of verhoogd door aanpassingen aan de andere twee variabelen. De voorraad onderhanden werk verminderen zonder hierbij de productie te verlagen zou zo de gemiddelde doorlooptijd verminderen.
De doorlooptijd van een enkel product is als volgt opgebouwd (Hopp, Spearman, & Woodruff, Practical Strategies for Lead Time Reduction, 1990):
Doorlooptijd = bewerkingstijd + omsteltijd + transporttijd + bufferwachttijd + onderdelen wachttijd + batchwachttijd
Het verkorten van de genoemde bewerkingsen wachttijden betekent ook het verkorten van de totale doorlooptijd. Voor elke tijd zal nu worden uitgelegd hoe deze gedefinieerd wordt en hoe deze van invloed is op de doorlooptijd van producten.
Bewerkingstijd: de tijd waarin een product wordt bewerkt op de verschillende machines of werkplekken om er waarde aan toe te voegen. In de meeste fabrieken is de bewerkingstijd slechts een zeer klein deel van de gehele doorlooptijd (Rother & Shook, 1999). Het verkorten van de bewerkingstijd verhoogt de capaciteit van het productieproces, wat bij gelijkblijvende voorraad onderhanden werk zorgt voor een verlaging van de doorlooptijd.
Omsteltijd: de tijd die nodig is om de machines of werkplekken klaar te maken om een productiebatch te bewerken. Met omsteltijd wordt in dit geval interne omsteltijd bedoeld: hierbij geldt dat machines tijdens het omstellen geen bewerkingen kunnen uitvoeren en dus geen waarde toevoegen aan producten. Kortere omsteltijden zorgen ervoor dat machines dezelfde bezettingsgraad kunnen halen met kleinere batchgroottes, wat een gunstige invloed heeft op de batchwachttijd. Dit betekent dat een gelijke capaciteit kan worden gehaald met een lagere voorraad onder handen werk, wat zorgt voor een vermindering van de doorlooptijd.
Transporttijd: de tijd waarin een product binnen het productieproces wordt verplaatst, bijvoorbeeld van de ene machine naar de andere. Het verlagen van de transporttijd maakt het mogelijk om met minder voorraad in de fabriek dezelfde capaciteit te halen. Hierdoor wordt de doorlooptijd verlaagd.
Bufferwachttijd: de tijd waarin een product als buffervoorraad ligt te wachten voor een machine. Buffervoorraad is een voorraad die voor een machine wordt opgebouwd om ervoor te zorgen dat de machine kan doorwerken als de machine ervoor om wat voor reden dan ook niet op tijd nieuwe producten levert. De bufferwachttijd kan verminderd worden door het verminderen van de voorraad onderhanden werk in het systeem. De buffervoorraden in het hele systeem zullen dan kleiner worden en de doorlooptijd wordt verminderd. Als de buffervoorraden echter te laag worden, kan dat in onvoorspelbare systemen leiden tot onnodige stilstand van machines.
Onderdelenwachttijd: deze wachttijd ervaart een product als het moet wachten op onderdelen uit een ander proces die nog niet geleverd zijn, bijvoorbeeld vanwege een kapotte machine of een slechte planning. Er kan dan niet verder worden gewerkt aan het product. Als er geen buffervoorraad is om de uitval op te vangen, kan deze wachttijd leiden tot een tijdelijke vermindering van de capaciteit, wat leidt tot een langere doorlooptijd. In principe komt deze wachttijd alleen voor als zich incidenten voordoen.
Batchwachttijd: de tijd die een product moet wachten op de andere producten in dezelfde batch. Deze tijd is gelijk aan de totale bewerkingstijd van een batch minus de bewerkingstijd van één product. Deze wachttijd kan worden verminderd door het aantal producten in een batch te verlagen. Hiermee kan de doorlooptijd worden verlaagd, maar alleen als de omsteltijd hier laag genoeg voor is. Als dit het geval is, wordt de doorlooptijd korter vanwege een lagere voorraad voor dezelfde capaciteit.
Duidelijk is dat de indeling van het productieproces in combinatie met de capaciteit van het proces de doorlooptijd bepaalt. Als er wordt gewerkt met grote batches en lange omsteltijden is voor een hoge
capaciteit een langere doorlooptijd nodig dan wanneer er wordt gewerkt met kleine batches en kortere omsteltijden.
BEPALENDE EIGENSCHAPPEN
Nu bekend is uit elke soorten wacht- en bewerkingstijden de doorlooptijd is opgebouwd, kan worden onderzocht welke factoren de doorlooptijd beïnvloeden. Het is duidelijk dat een maatregel om de doorlooptijd
te verkorten, de verhouding tussen productiecapaciteit en voorraad onderhanden werk zó moet veranderen, dat de voorraad lager wordt ten opzichte van de capaciteit.
Er zijn twee eigenschappen van productieprocessen die een sterk effect hebben op de doorlooptijd van producten (Krajewski, King, Ritzman, & Wong, 1987):
Batchgrootte: deze variabele is direct van invloed op de batchwachttijd van producten. Hoe groter de batch, des te langer producten moeten wachten om naar de volgende bewerking moeten gaan. In
sommige processen worden productiebatches in meerdere kleine transportbatches naar de volgende machine vervoerd; in deze gevallen geldt de grootte van de transportbatch. Kleinere batches zorgen
over het algemeen voor minder batchwachttijd, maar verhogen de hoeveelheid omstellingen die moet worden gedaan.
Omsteltijd: de tijd die nodig is om een machine van de ene bewerking over te schakelen naar het doen van een andere bewerking. De omsteltijd is bepalend voor het gelijknamige deel van de doorlooptijd,
dat eerder besproken is. Lagere omsteltijden zorgen over het algemeen voor lagere doorlooptijden.
Belangrijk is wel dat de fabriek zich als doel heeft gesteld om de doorlooptijd te verlagen en hiervoor aanpassingen heeft gedaan. De auteurs stellen dat de doorlooptijd van een fabriek voor een groot deel afhankelijk is van deze twee variabelen. Verder is het een groot voordeel als in de fabriek gestreefd wordt naar het verlagen van doorlooptijden en het beheersen van de voorraad. Hiervoor zijn verschillende productiecontrolesystemen beschikbaar, die allemaal goed werken in bepaalde situaties. Welk systeem het beste werkt, is vooral afhankelijk van de inrichting van het productieproces, productvariatie, flexibiliteit van de werknemers en de twee bovengenoemde variabelen
(Krajewski, King, Ritzman, & Wong, 1987).
Bron: Doorlooptijdreducte door werklastbeheersing binnen een Nederlandse leerlooierij (Bachelorscriptie Technische Bedrijfskunde), Tim de Wit