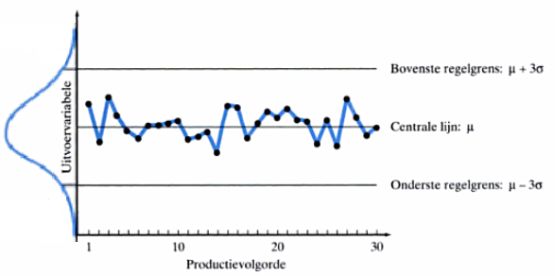
Het is belangrijk verschil te maken tussen gewone oorzaak variatie (common cause variation) en bijzondere oorzaak variatie (special cause variation) omdat beide vormen van variatie een verschillende aanpak vragen. Een belangrijk hulpmiddel bij het identificeren van variatie is de regelkaart (control chart).
James McClave, George Benson en Terry Sincich stellen dat regelkaarten helpen voorkomen dat je met de verkeerde dingen aan de slag gaat en kwaliteitsproblemen alleen maar erger maakt:

We gebruiken regelkaarten om te helpen een onderscheid te maken tussen procesvariatie ten gevolge van gewone oorzaken en van bijzondere oorzaken. Dat betekent dat we ze gebruiken om vast te stellen of een proces stabiel is (alleen gewone oorzaken aanwezig) of niet (zowel gewone als bijzondere oorzaken aanwezig). Als we dit onderscheid kunnen maken, betekent dit dat we actie moeten ondernemen om bijzondere oorzaken op te sporen en weg te nemen, en wanneer we het proces ongemoeid moeten laten. Als je actie onderneemt om bijzondere oorzaken weg te nemen die niet bestaan - 'sleutelen aan het proces' noemen we dat - is het mogelijk dat je in feite de variatie van het proces groter maakt, en daarmee de kwaliteit van de uitvoer juist vermindert.
Ook Deming wijst op de risico's van het niet goed onderscheiden van beide vormen van variatie:
A fault in the interpretation of observations, seen everywhere, is to suppose that every event (defect, mistake, accident) is attributable to someone (usually the nearest at hand), or is related to some special event. The fact is that most troubles with service and production lie in the system. We shall speak of faults of the system as common causes of trouble, and faults from fleeting events as special causes.
Volgens Deming is het ontdekken van bijzondere oorzaken (special causes) de verantwoordelijkheid van de medewerkers (die dagelijks met het proces bezig zijn). De gewone oorzaken (common causes) maken onderdeel uit van het systeem. Het systeem is de verantwoordelijkheid van het management. Als de algemene oorzaak variatie te groot, moet het management het systeem veranderen. De inschatting van Deming is dat 85% van de problemen met processen worden veroorzaakt door de systemen - en dus het management - en slechts 15 procent door individuele medewerkers (85/15-regel).
Zie ook: LSS: Control chart (regelkaart) 1/2
Bron: Statistiek - Een inleiding voor het hoger onderwijs, James McClave, P.George Benson, Terry Sincich en Statistical control charts - Common and Special Causes of Variation
Binnen Lean Six Sigma gaat het over twee stemmen: de stem van de klant en de stem van het proces. De relatie tussen deze twee stemmen wordt binnen Lean Six Sigma de procesprestatie genoemd: de mate waarin de stem van het proces en die van de klant op elkaar zijn afgestemd. Anders gezegd, nadat je helder hebt aan welke verwachtingen van de klant het proces moet voldoen, is het zaak te beoordelen in welke mate het proces voldoet aan deze verwachtingen.
De verwachtingen van de klant worden binnen Lean Six Sigma vertaald naar specificaties (CTQ's). Elke specificatie staat voor een SMART-geformuleerde klanteis waaraan het product of dienst moet voldoen, zodat de klant tevreden is. De klanteis kan betrekking hebben op een specifieke doelwaarde (target) voor een bepaald kenmerk van de output óf een bandbreedte aangeven waarbinnen het kenmerk moet 'scoren', de zgn. specificatielimieten ('tolerantiegrenzen'). De doelwaarde of specificatielimieten zijn dus de concrete eisen waaraan de output van een proces moet voldoen om door de klant als acceptabel te worden beschouwd.
Een traditionele kijk op kwaliteit is dat kwaliteit neerkomt op het voldoen aan specificaties. Deze alles-of-niets-benadering wordt binnen Lean Six Sigma aangescherpt tot een definitie van kwaliteit, waarbij kwaliteit gedefinieerd wordt als de prestatie die de doelwaarde (target) met zo min mogelijk variatie raakt. De target, niet de specificatielimieten, zijn dan ook het belangrijkste onderdeel van een specifiatie.
Het bedenken van een specificatie is een ding. Iets anders is het om processen en kenmerken te laten voldoen aan die specificatie. Een centrale taak van [Lean] Six Sigma is het begrijpen in hoeverre processen en kenmerken voldoen aan hun gestelde klantspecificaties.
Het niet voldoen aan de gestelde klanteis, wordt binnen Lean Six Sigma een 'defect' genoemd.
Als het gaat om het beoordelen van de procesprestaties, zijn de volgende vier begrippen cruciaal:
-
Eenheid: het geproduceerde of verwerkte item.
-
Defect: elke procesoutput, product of dienst die niet voldoet aan de gestelde klanteisen (CTQ-requirements).
-
Defectmogelijkheid: elke mogelijk binnen een proces, product of dienst om níet te voldoen aan een klanteis (CTQ).
-
Defectief: een geproduceerde eenheid met één of meer defecten.
NB. Een product kan dus alleen meer dan één defect hebben als er meer dan één kritieke klanteis (CTQ) van toepassing is op dit product of dienst.
Binnen Lean Six Sigma staat het 'statistisch denken' centraal: het meten en begrijpen van variatie helpt het huidige prestatieniveau vast te stellen en wat er nodig is om de variatie te reduceren en zodoende het aantal afwijkingen (defects) te verminderen. Het meten van de variatie betekent dat je vaststelt hoe goed (of slecht) je in staat bent om aan de klantwens tegemoet te komen. Door het procesverloop in de tijd te observeren en de resultaten te meten, kun je het gemiddelde en de standaardafwijking vaststellen en zodoende de procesoutput relateren aan de klanteisen (CTQ's). Het doel van Lean Six Sigma is de procesprestaties ruim binnen de CTQ's te positioneren, door het reduceren van de variatie en/of het verbeteren van het gemiddelde.

Kenmerkend voor Lean Six Sigma is combinatie van een focus op klanten en een focus op het proces:
(1) Focus op klanten
Binnen Lean Six Sigma staat het realiseren van een steeds hogere waardering voor klanten staat voorop. Dat begint met een goed begrip van en inzicht de klantenbehoeften. Pas nadat je de klantwensen en -eisen volledig doorgrondt, kun je een vertaling maken naar de eigenschappen van producten en diensten die aan de klanten worden aangeboden. Deze eigenschappen moeten voldoen aan bepaalde eisen. Niet voldoen aan die eisen leidt tot ontevredenheid van de klant, omdat het product of de dienst op een zeker aspect tekortschiet in het vervullen van een behoefte.
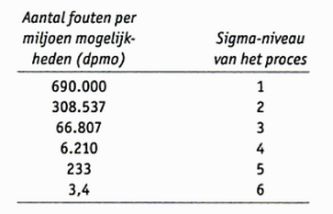
De kenmerkende grootheid binnen Six Sigma is Defect Per Million Opportunities (DPMO). DPMO koppelt klantbehoefte aan de eigenschappen van producten. Het begrip 'defect' staat voor 'alle tekortkomingen waardoor een klant ontevreden kan zijn' en het begrip 'opportunity' als een eigenschap van het product of de dienst die van belang is en dus moet voldoen aan de gestelde eisen. Een complex product heeft veel kritieke eigenschappen en dus veel 'opportunities for defects' (ofd's).Lean Six Sigma stelt het het kwaliteitsniveau vast door het het aantal fouten (defects) te meten, gekoppeld aan het aantal mogelijkheden tot fouten. De term 'Six Sigma' staat voor de kwaliteitsmaat binnen Six Sigma van 3,4 DPMO.
(2) Focus op het proces
Uiteindelijk worden al die goede en foute producten en diensten voortgebracht door een proces. Om de uiteindelijke kwaliteit te verbeteren en de tevredenheid van de klant te vergroten moet de kwaliteit van het proces omhoog. In eerste instantie kijken we naar de mate van variatie in het proces. Een proces met te veel variatie levert producten op die buiten de gestelde specificaties liggen en dus leiden tot defecten. Het devies is dan om de variatie binnen het proces te reduceren.
Systemisch Performance Management
Met mensen naar duurzame verandering
Dries van Nieuwenhuyse, Simonne Vermeylen, Philippe Devos
Bij Managementboek

In het artikel Het meten van prestaties deelt Joris Luyendijk de inzichten die hij opdeed door, bonus-criticaster, Killian Wawoe. Hierbij een aantal citaten uit het artikel:
Als human resources officer heb je maar één eerlijk gesprek, zegt Wawoe, en dat is bij vertrek van de werknemer. In zijn ervaring zijn er drie redenen waarom mensen vertrekken. Eerste reden: de baas. Tweede reden: de baas. Derde reden: zie een en twee.
Wawoe heeft scherp gekeken naar de hogere echelons en zei bijna achteloos iets wat mij midscheeps raakte: „Geen bankier gaat dit zeggen maar het grootste probleem is dat prestaties nauwelijks te meten zijn.”
Damn it, dacht ik. Al maanden had ik het idee dat zakenbankiers ergens omheen keken, dat ze een taboe in stand hielden – mogelijk zonder zich hier bewust van te zijn. En nu benoemde iemand die blinde vlek: als prestaties niet te meten zijn of afhangen van toeval, dan slaat het meritocratische zelfbeeld bij bankiers nergens op.
...
Er zijn te veel factoren die het succes van hoge bankiers bepalen, zegt Wawoe, en veel van die factoren bevinden zich geheel buiten de invloed van die bankiers. Maar dit kan niemand toegeven want dan stort het hele idee in elkaar dat bankiers een soort atleten zijn die transparant strijden om de titel – met een reusachtige maar terechte beloning voor de winnaars.
...
„Bonussen sorteren effect bij simpel werk”, vervolgt Wawoe. „Vakken vullen bijvoorbeeld. Dat is saai en vervelend en als je zegt: ik geef je extra als je meer vakken vult dan doen veel mensen dat.” Bij complexer werk hebben bonussen vooral tot gevolg dat mensen enorm jaloers worden, of op bedenkelijke manieren proberen omhoog te komen – omaatjes financiële producten aansmeren die ze niet snappen of nodig hebben. „Je kunt veel beter investeren in opleiding”, zegt Wawoe. „Help mensen hun werk beter te doen. Dat motiveert veel meer dan een bonus.”
Bron: Het meten van prestaties, Joris Luyendijk in NRC Next, 6/9/2013
A corporation is a living organism; it has to continue to shed its skin. Methods have to change. Focus has to change. Values have to change. The sum total of those changes is transformation.
Andrew Grove
Sturen en verbeteren van organisaties
Praktisch en doordacht met het INK-managementmodel
Ernie van Dooren, Sjoerd Jansen Venneboer, Cindy Kenkhuis
Bij Managementboek

Quality is more important than quantity. One home run is much better than two doubles.
Steve Jobs
First comes thought; then organization of that thought, into ideas and plans; then transformation of those plans into reality. The beginning, as you will observe, is in your imagination.
Napoleon Hill
Value Stream Management For The Lean Office
Eight Steps To Planning, Mapping, And Sustaining Lean Improvements In Administrative Areas
Don Tapping, Tom Shuker
Bij Bol.com