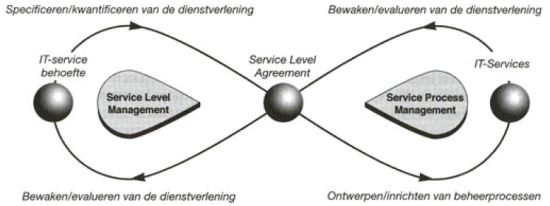
D.J. Oei beschrijft in het rapport "Outsourcing van ICT-voorzieningen" het zgn. service management lemniscaat van Leo Ruijs (ea). Binnen het service lemniscaat wordt onderscheid gemaakt tussen een klantkant (de linkerkant van de 'lus') en een leverancierskant (de rechterkant van de 'lus'). Beide (lussen) worden verbonden door de tussen beide partijen afgesloten Service Level Agreements (SLA's).
Binnen dit model is de klant verantwoordelijk voor het specificeren en kwantificeren van de dienstverlening en het bewaken en evalueren van de dienstverlening. Hij houdt zich bezig met het Service Level Management: het opstellen en beheren van de service niveaus, om uiteindelijk in overeenstemming met de leverancier tot service level agreements te komen over de gewenste en te leveren diensten.

De leverancier is verantwoordelijk voor het ontwerpen en inrichten van de beheerprocessen en het bewaken en evalueren van de dienstverlening. Hij houdt zich bezig met het Service Process Management, het waarborgen van een goede kwalitatieve dienstverlening conform de opgestelde SLA’s.
De leverancier wil met betrekking tot de te leveren diensten voldoende duidelijkheid hebben over wat zij wel en niet moet leveren. Het werken met een SLA heeft als voordeel dat deze voor zowel de klant als de leverancier duidelijkheid schept over de gewenste en de te leveren diensten. Hoe goed een SLA ook is opgesteld, er kunnen toch altijd problemen optreden tijdens de dienstverlening. Oei noemt hiervoor de volgende oorzaken:
-
Interpretatieverschillen (percepties) bij het definiëren van diensten in de SLA.
-
Inspanningsgericht in plaats van resultaatgericht: risico's als de SLA alleen aandacht besteedt aan de inspanningen die de leverancier moet uitvoeren om de diensten te leveren en niet aan de resultaten die de leverancier moet opleveren aan de klant.
-
Onvolledige gespecificeerde ICT-diensten.
-
Slecht (vaag) beschreven specificaties.
-
Slechte -interne- communicatie over gemaakte afspraken: personeel van de klant kent opgestelde SLA niet of onvoldoende en heeft andere verwachtingen.
-
Open einde afspraken: resulteren in interpretatieverschillen.
-
Ontwikkeling staat los van exploitatie: maak aparte afspraken voor ontwikkeling en exploitatie.
Bron: Rapport "Outsourcing van ICT-voorzieningen" (2001), D.J. Oei
Zie ook: Service management lemniscaat van Thiadens

In het boek Grip Bron: Grip op processen in organisaties beschrijven Gerrit-Jan Obers & Ko Achterberg hoe je de doorlooptijd van een proces kunt analyseren. Obers en Achterberg beschouwen de doorlooptijdanalyse één van de technieken voor het kwantitatief analyseren van processen. Doorlooptijdanalyse is een (meet)instrument voor het onderzoeken van de eigenschappen van een bedrijfsproces. De doorlooptijd is de tijd die nodig is voor de afhandeling van een (klant)vraag in een procesketen of werkproces. Het gaat dus om de tijd die nodig is om de vraag het proces geheel te laten doorlopen.
Volgens Obers en Achterberg is niet alleen de doorlooptijd zelf van belang bij de analyse van de doorlooptijd, maar ook hoeveel de doorlooptijd verbeterd kan worden. Een maatstaf hiervoor is de doorlooptijdefficiëntie, die aangeeft hoeveel de gemeten doorlooptijd afwijkt van de minimale doorlooptijd.

Direct bepalen van de gemiddelde doorlooptijd (T)
De doorlooptijd is de hoeveelheid tijd die één stroomeenheid (één aanvraag, dienst of product c.q. één geval) doorbrengt binnen het proces.
Van belang is vast te stellen wat er door het proces stroomt, de stroomeenheid. Wat stroomt er precies door het voortbrengingsproces? Bijvoorbeeld in een restaurant kun je de klant beschouwen als stroomeenheid, maar je kunt ook de menuorder van de klant als stroomeenheid zien. Bij een paspoortaanvraag kun je de burger als stroomeenheid zien, maar je kunt ook het paspoort als stroomeenheid beschouwen. De stroomeenheid kan zijn een eenheid input, een eenheid output, een set inputs of een set outputs, tussenproducten enzovoort. (...)
Sommige aanvragen of dienste bewegen zich zonder wachttijden, zonder vertraging door een proces, andere brengen wellicht lange tijd in het proces door in afwachting van het beschikbaar komen van de benodigde capaciteit. De doorlooptijd kan van geval tot geval aanzienlijk verschillen. Daarom gaan we uit van een gemiddelde doorlooptijd (T). Dat wil zeggen, we nemen het gemiddelde aan doorlooptijden van een aantal geleverde producten of diensten die gedurende een specifieke tijdsperiode door het proces bewegen.
De gemiddelde doorlooptijd (T) van een gegeven proces kunnen we direct vaststellen in de volgende stappen:
-
Stel de te meten stroomeenheid vast en stel vast wat je beschouwt als beginpunt en eindpunt van het proces (of de procesketen).
-
Observeer het proces over een gespecificeerde tijdsperiode.
-
Neem steeksproefsgewijs enkele stroomeenheden die in de gespecificeerde periode door het proces bewegen. Om een statisch verantwoord beeld te krijgen, moet je dit voor een relevant aantal gevallen doen. In de statistiek spreekt men dan over 'steekproef', 'steekproefomvang' en 'populatie'.
-
Meet de doorlooptijd voor elke geselecteerde stroomeenheid van begin tot einde van het proces.
-
Bereken de gemiddelde doorlooptijd van de gemeten stroomeenheden.
Indien je gegevens vastlegt over de gebeurtenissen (events) aan het begin (start-event) en het einde van het proces (eind-event), dan kun je ook zonder feitelijke waarneming van het proces de gemiddelde doorlooptijd berekenen. Hiervoor moeten de gegevens van het start- en eind-event minimaal zijn aan te wijzen aan hetzelfde geval (case) én het betreffende tijdstip (time-stamp) bevatten. Maar het is wel verstandig ook met directe waarneming in het proces vast te stellen of de vastlegging in het systeem overeenkomt met de werkelijkheid. Denk bijvoorbeeld aan een stapel aanvragen op papier die nog in het systeem moeten worden ingevoerd.
Indien aan deze voorwaarden voldaan is, dan kun je de berekening op deze gegevens baseren, wat kan leiden tot een nauwkeuriger beeld van de doorlooptijd. Hieraan kun je vervolgens een analyse koppelen omtrent de typen die een langere of kortere doorlooptijd hebben.
Bepalen van de doorstroomsnelheid (Sn)
De doorstroomsnelheid is het gemiddelde aantal stroomeenheden (aanvragen, diensten of producten c.q. gevallen) dat door het proces stroomt in een gegeven tijdsinterval. De procescapaciteit is de maximaal ondersteunde doorstroomsnelheid.
Doorstroomsnelheid en procescapaciteit zijn belangrijke factoren van procesprestatie. Hoe hoger de doorstroomsnelheid, hoe hoger het rendement van een proces is. Capaciteit is belangrijk omdat onvoldoende capaciteit kan leiden tot buitensporige wachttijden en daarmee een lange doorlooptijd.
De gemiddelde doorloopsnelheid (Sn) van een proces kun je als volgt vaststellen:
-
Identificeer het beginpunt en eindpunt van een proces.
-
Stel het tijdsinterval vast (uur, dag, week) waarover je wilt meten.
-
Meet het aantal diensten dat gedurende het gedefinieerde tijdsinterval de geïdentificeerde begin- en eindpunten passeert.
-
Herhaal dit voor enkele andere tijdsintervallen.
-
Bereken het gemiddelde aantal stroomeenheden (Sn) dat per gekozen tijdsinterval door het proces stroomt.
Indien de doorstroomsnelheid voor verschillende tijdsintervallen sterk varieert, is sprake van een grote doorstroomveranderlijkheid. Deze kan veroorzaakt worden door variatie in het werkaanbod en de factoren binnen het proces, bijvoorbeeld onjuiste planning, storingen, ziekte, enzovoort.
De doorstroomsnelheid wordt bepaald door de capaciteit van een proces. Een proces kent een theoretische capaciteit en een werkelijke capaciteit. De theoretische capaciteit wordt zelden benut als gevolg van interne inefficiënties in het proces die leiden tot niet-beschikbaarheid van resources en stilstand. Zo ontstaat een bezettingsgraad van een proces die wordt bepaald door de doorstroomsnelheid en de theoretische capaciteit (bezettingsgraad = doorstroomsnelheid / theoretische capaciteit).
Deze bezettingsgraad is een belangrijke indicator voor de mate waarin voorzieningen (machines, mensen) worden benut. Voorzieningen betekenen geïnvesteerd kapitaal en kosten. De voortgebrachte producten en diensten leveren omzet en winst op. De bezettingsgraad beïnvloedt zo het rendement van de organisatie. De uitdaging is om ook bij grote variaties in het werkaanbod en een hoge bezettingsgraad de doorlooptijden te beheersen.
Indirect bepalen van de doorlooptijd
Het direct bepalen van de doorlooptijd door waarneming of gebruik van event-gegevens kan een kostbare of tijdrovende aangelegenheid zijn, zeker bij lange doorlooptijden en het ontbreken van gegevens. Daarom ligt het voor de hand om te zoeken naar een eenvoudiger techniek voor het bepalen van de doorlooptijd. Dt kan dor het indirect bepalen van de gemiddelde doorlooptijd (T) met behulp van de hiervoor behandelde doorloopsnelheid (Sn) en de hoeveelheid onderhanden stroomeenheden binnen de procesgrenzen op een specifiek tijdstip. Dit laatste noemen we het aantal onderhanden zijnde stroomeenheden (Se).
De relatie tussen deze grootheden is dat het aantal onderhanden zijnde stroomeenheden (Se) gelijk is aan de gemiddelde doorloopsnelheid x de gemiddelde doorlooptijd.
Dat betekent dat je de gemiddelde doorlooptijd T kunt berekenen door het aantal onderhanden stroomeenheden (Se) te delen door de gemiddelde doorstroomsnelheid (Sn). In veel gevallen kun je op deze manier de doorlooptijd in een korte periode bepalen, ook indien deze veel langere tijd duurt.
Met de relatie tussen deze grootheden (Se = Sn xT) kun je vanzelfsprekend ook andere berekeningen maken. Indien de doorlooptijd en de doorstroomsnelheid bekend zijn, dan kun je de gemiddelde hoeveelheid onderhanden werk berekenen.
(...)
Doorlooptijdefficiëntie
De doorlooptijd geeft aan aan hoe lang een organisatie bezig is geweest met de behandeling. Maar de doorlooptijd geeft niet aan hoeveel uren (tijd) de organisatie heeft besteed aan de inhoudelijke behandeling of uitvoering van het (primaire) proces; dit noemen we de bewerkingstijd. De totale bewerkingstijd is de som van de uren (tijdsduur) die medewerkers of machines nodig hebben om de activiteiten uit te voeren. De doorlooptijd zal in de praktijk vaak (veel) groter zijn dan de totale bewerkingstijd. Om allerlei redenen van structurele of incidentele aard kan het zijn dat werk blijft liggen tot het aan de beurt is. Er zijn vele factoren die vertragingen veroorzaken in het behandeltraject.
Deze factoren zorgen ervoor dat de doorlooptijd groter is dan de bewerkingstijd. Een van de principes van Lean Thinking is dat het verschil tussen doorlooptijd en de totale bewerkingstijd zo klein mogelijk gemaakt moet worden om de kans op verspilling te minimaliseren. Een maatstaf hiervoor is de doorlooptijdeffiiciëntie.
Om inzicht te krijgen in de efficiëntie van de doorlooptijd kun je de gemiddeld gerealiseerde doorlooptijd vergelijken met de theoretisch haalbare doorlooptijd. In formulevorm is dit als volgt weer te geven:
Doorlooptijdefficiëntie = theoretische doorlooptijd / gemiddelde doorlooptijd.
De theoretische doorlooptijd wordt bepaald door de bewerkingstijd van de activiteiten (en eventuele transporttijd) op het kritieke pad van activiteiten, dat wil zeggen de langste keten van met elkaar samenhangende activiteiten.
(...)
De doorlooptijdanalyse geeft aan hoe lang een organisatie bezig is geweest met de behandeling. Maar deze doorlooptijd geeft niet aan hoeveel uren (tijd) de organisatie heeft besteed aan de inhoudelijke behandeling of uitvoering van het (primaire) proces (bewerkingstijd) of hoeveel tijd een opdracht helemaal niet werd behandeld maar lag te wachten (wachttijd). Soms is ook sprake van tijd voor transport tussen de activiteiten (transporttijd).
De totale doorlooptijd is dan ook de som van alle afzonderlijke wachttijden, bewerkingstijden en evt. transporttijden.
Bewerkingstijd
Tijd die nodig is om het inhoudelijke werk uit te voeren, als mens en voorzieningen gereed zijn om direct aan de uitvoering te beginnen. Als de uitvoering niet wordt verstoord door de telefoon, de loop naar het koffieapparaat, conversatie met een collega en dergelijke, noemen we de bestede tijd de netto bewerkingstijd. Het opruimen van gebruikte spullen hoort overigens ook tot de bewerkingstijd. In een volledig geautomatiseerd proces kan de bewerkingstijd in de orde van grootte van milliseconden tot enkele seconden liggen. Bij een volledige handmatige uitvoering, met veel onderzoekswerk, kan de duur variëren van minuten tot uren of zelfs dagen.
Wanneer we bij het bepalen van de bewerkingstijd uitgaan van vastgelegde gegevens (start- en eindtijd), vinden we meestal de bruto bewerkingstijd. Met behulp van (fysieke) waarnemingen kunnen we verstoringen zien en kan de netto bewerkingstijd worden vastgesteld.
Transporttijd
Tijd die nodig is om het werk en de werkopdracht van de ene werkplaats naar de andere te verplaatsen. Bij transport kun je denken aan verplaatsing van fysieke goederen in een productieomgeving, bijvoorbeeld vervoer van sinaasappelen van de veiling naar een winkelier. Maar ook de bezorgtijd van een brief door de postbode en electronische verzending van gegevens valllen hieronder, bijvoorbeeld e-mail of gestructureerde berichten. Bij electronisch transport kan sprake zijn van buffering van berichten of van beperkingen in de beschikbaarheid van systemen. Dit betekent dat het transport vaak deels bestaat uit wachten en deels uit daadwerkelijk transport.
Wachttijd
Tijd tussen het moment dat een klant of geval of zaak zich aandient en het moment waarop de klantbediening of gevalsbehandeling start. Wachttijd kan optreden bij het allereerste begin, als de behandeling of bediening nog moet starten. Ook gedurende het gehele proces kan wachttijd ontstaan. (...) Vanuit het perspectief van een organisatie is wachttijd op te vatten als de tijd waarin het werk ligt te wachten op de (vervolg)behandeling.
(...)
[Wachttijden] kunnen een aanzienlijk deel van de doorlooptijd vormen. Het komt regelmatig voor dat de behandeling van een geval in totaal wellicht slechts enkele tientallen minuten bewerkingstijd kost, terwijl de doorlooptijd soms oploopt tot vele weken of zelfs enkele maanden wegens de vele (vormen van) wachttijd. Wachttijd kan een doorslaggevende factor vormen in de totale doorlooptijd. Hier moet je niet blind op afgaan. Het is nodig zicht te krijgen op de grootte van de tijdscomponenten die de doorlooptijd bepalen. De meeste winst is meestal te behalen door je te richten op de grootste bijdragen op de doorlooptijd.
Bron: Grip op processen in organisaties, Gerrit-Jan Obers & Ko Achterberg