Volgens Ronald Does en Jeroen de Mast moet binnen een Six Sigma-project een probleem worden geformuleerd in termen van één of meer meetbare grootheden die van belang zijn voor een klant.
![]()
Deze grootheden heten CTQ's, of Critical to Quality. Er kunnen twee soorten CTQ's onderscheiden worden:
-
Externe CTQ's: eigenschappen van een product of dienst. Een externe CTQ representeert het perspectief van de klant en is tamelijk vaag en dubbelzinnig.
-
Interne CTQ's: metingen in het proces waarmee de producent de externe CTQ's bewaakt. Ze zijn concreet en meetbaar.
De externe CTQ volgt rechtstreeks uit de projectselectie. De vertaling van externe CTQ naar een of meer interne CTQ's is het doel van stap 1 van de DMAIC-procedure. Idealiter correspondeert de externe CTQ direct met een interne CTQ. Maar vaak moet een grondige analyse verricht worden om geschikte interne CTQ's te vinden.
(...)
Er zijn verschillende technieken voor het koppelen van externe CTQ's aan interne CTQ's. We onderscheiden vijf gevallen:
-
De externe CTQ is een meting in het proces. De interne CTQ is dan gelijk aan de externe CTQ.
-
Er is een duidelijk verband tussen de externe CTQ en één of meer metingen in het proces. We kunnen dit vaststellen met een statistische techniek die correlatie heet. De metingen die met de externe CTQ correleren, zijn de interne CTQ's.
-
De externe CTQ is de som van een aantal grootheden. Met een CTQ flowdown of een Pareto-analyse selecteren we die grootheden als interne CTQ's, die de belangrijkste bijdragen leveren aan de externe CTQ.
-
De externe CTQ heeft een aantal dimensies. Met een boomdiagram analyseren we welke dimensie we kunnen onderscheiden.
-
Tijdens de projectselectie is slechts een product, dienst of proces aangegeven, zonder een duidelijke externe CTQ. De Black Belt moet dan zelf op zoek naar grootheden die van belang zijn voor de klanten. Dit onderzoek heet Customer-Needs Mapping.
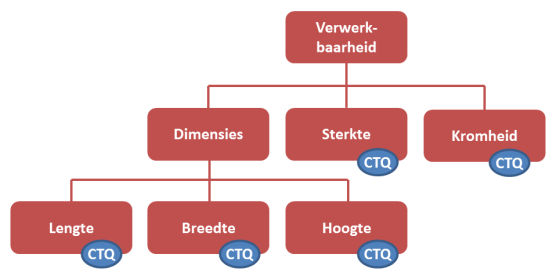
[In het bovenstaande diagram is een voorbeeld uitgewerkt van] een zeker type biscuits, na gebakken te zijn, voorzien van een glazuurlaag. In dit tweede proces - het glaceerproces - leiden brekende biscuits tot veel problemen. Een Black Belt start een project rond de externe CTQ verwerkbaarheid in het glaceerproces. De BB realiseert zich dat verwerkbaarheid een aantal aspecten heeft: (a) de afmetingen van de biscuits, (b) de sterkte van de biscuites, en (c) de mate waarin de biscuits gebogen zijn. De eerste dimensie wordt verder gesplitst in lengte, breedte en dikte. De figuur presenteert deze analyse in de vorm van een boomdiagram.
Aldus selecteert de Black Belt vijf interne CTQ's: lengte, breedte, dikte, sterkte en de mate waarin biscuits gebogen zijn. Aan de hand van meet gegevens bepaalt hij welke van deze de meeste problemen veroorzaken.
(...)
[Als] de interne CTQ's gedefinieerd en de bijbehorende processen in kaart gebracht zijn, combineert de Black Belt beide resultaten door in de procesbeschrijving precies aan te geven waar de CTQ's gemeten worden. ... Met het bepalen van een interne CTQ heeft de Black Belt het onderwerp van zijn project gekoppeld aan een meting. Maar daarmee heeft hij nog geen precieze definitie van zijn probleem gegeven.
Om de probleemdefinitie precies te maken, moeten de volgende zaken gespecificeerd worden:
-
De meetprocedure: met welk apparaat wordt de CTQ gemeten en wat is de procedure? Waar in het proces wordt de meting verricht.
-
De eenheid die gemeten wordt: de eenheid is het 'ding' of de 'zaak' waarvan de CTQ een eigenschap is. De verzameling van eenheden wordt de populatie genoemd.
-
De eisen: de Black Belt geeft aan voor welke waarden van de CTQ een gemeten eenheid als 'defect' wordt beschouwd. Eisen kunnen in verschillende vormen gesteld worden: specificatiegrenzen, streefwaarde, zo groot mogelijk, zo klein waarde, mag niet voorkomen.
(...)
Wanneer de BB bovenstaande zaken heeft vastgelegd, zeggen we dat het probleem operationeel gedefinieerd is. Dat wil zeggen dat is vastgelegd welke handelingen verricht moeten worden om vast te stellen hoe groot het probleem is. Voor iedere eenheid van de gedefinieerde populatie (2) kan met de aangegeven meetprocedure (1) de waarde van de CTQ bepaald worden.Door deze waarden te vergelijken met de vastgestelde eisen (3) kan bepaald worden welk percentage van de eenheden voldoet. Dit percentage geeft de omvang van het probleem weer.
Een belangrijk punt is dat operationele definities altijd tot op zekere hoogte arbitrair zijn. Een 'juiste' operationele definitie bestaat dan ook niet, maar er zijn wel zinvolle en minder zinvolle operationele definities. Nog belangrijker is dat het ontbreken van een eenduidige operationele definitie van een probleem betekent dat uitvalspercentages geen betekenis hebben.
Bron: Six Sigma - stap voor stap, Ronald J.M.M Does, Jeroen de Mast