
Het Japanse productiesysteem (Toyota) is er vooral op gericht om kosten te besparen, levertijden te verkorten en de kwaliteit te verhogen. Wanneer men een voortbrengingsproces vorm geeft, zal men vooral moeten zorgen dat instabiliteit van het proces door menselijk handelen wordt voorkomen, de complexiteit teruggebracht wordt samen met het aantal processtappen. Ook zal aandacht besteed moeten worden aan een mogelijkheid om het proces visueel te monitoren zodat fouten snel gesignaleerd kunnen worden. Design voor Lean Six Sigma voegt hier aan toe dat men niet alleen het product ontwerpt dat de klant wil, maar door rekening te houden met interne en externe procesmogelijkheden in de waardeketen, ook een integraal lean voortbrengingsproces met een korte time-to-market tot stand brengt.
(...)
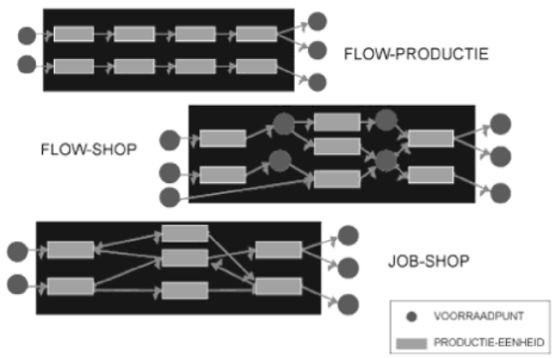
Om de voortbrenging voor productieomgevingen optimaal in te richten kan men afhankelijk van de logistieke producteisen voor een aantal productieprocessen kiezen, namelijk de productiestraat of Flow-productie, de Flow-Shop en de Job-Shop. Bij de Flow-productie is de lay-out van de bewerkingsstation (de fysieke werkplekken waar kosten aan het product toegevoegd wordt door arbeid of machinetijd) volledig op het product of dienst toegesneden. IN dat geval behoort bij iedere productontwikkeling ook het nieuwe inrichten van werkplekken en productielayout. Hierbij moet men vaststellen wat de beste bewerkingsvolgorde is en wat de processnelheid moet zijn. Iedere doorstroom naar de volgene werkplek zal gelijktijdig moeten plaasvinden om geen tussenvoorraden te creëren. IN deze productiemethode kan met JIT (Just in Time Delivery) gebruiken om de doorlooptijd van de productiestraat te verkorten, de machine-insteltijden te verminderen en de cyclustijd per bewerkingsstation gelijk te houden, waardoor er geen tussenvoorraden ontstaan. In een lean productieomgeving zorgt men er vervolgens voor dat men alleen produceert wanneer de klant daarom vraagt. Hierdoor kan het voorraadniveau laag blijven en kan adequaat op klantenwensen ingespeeld worden. Immers de specificaties en de grootte van de marktvraag zijn moelijk van te voren voorspelbaar. Het is daarvoor noodzakelijk om naar zeer korte productiedoorlooptijd te streven om de levertijden acceptabel te houden. Zowel in de maakindustrie als in de dienstverlening zal een verkorting van de productiedoorlooptijd of het voortbrengingsproces ook zorgen voor de mogelijkheid om eerder te factureren waardoor operationele activiteiten met minder kapitaal toe kan.
(...)
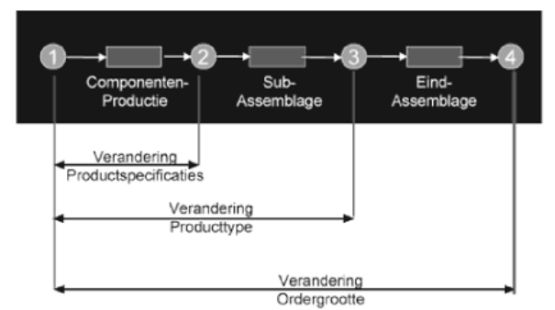
De keuze voor het voortbrengingsproces wordt voornamelijk bepaald door de variaties en productiehoeveelheden. Hoewel dt niet altijd mogelijk is, zal men moeten streven om het product altijd in een zo laat mogelijk stadium klantspecifiek te laten worden, tenzij dit de besturing van de productie verstoord of verhogend werkt op de tussenvoorraden. Het punt in de productie, aarin men zijn producten klantspecifiek maakt, wordt het Klant-Order-Ontkoppel-Punt (KOOP) genoemd. De wijze hoe men zijn KOOP kiest, is afhankelijk van het gekozen productieproces, het serviceniveau dat men nastreeft en de voorspelbaarheid van de markt. Verplaatsing van het KOOP stroomopwaarts is alleen mogelijk wanneer de toeleverancier sneller kan inspelen op een veranderende vraag.
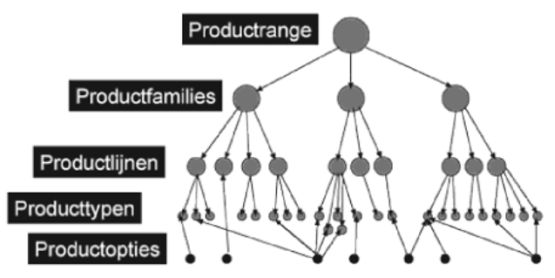
De opbouw van de productrange en de daarbij behorende productvariaties zijn direct van invloed op de beheersbaarheidvan de voortbrenging en mogelijkheden om op specifieke vragen uit de markt in te kunnen spelen.
Bron: Praktijkboek Innovatiemanagement, Anneloes Cordia
In zijn boek Toyota kata beschrijft Mike Rother dat Toyota het ontwikkelen van vaardigheden op het gebied van probleemoplossing en voortdurend verbeteren ziet als concurrentievoordeel van een organisatie:
Je moet over grote zaken nadenken terwijl je kleine dingen doet, zodat alle kleine dingen de juiste richting krijgen.
Alvin Toffler
Een langetermijnvisie of richting helpt om onze manier van denken en handelen doelgerichter te maken, omdat anders voorstellen los van elkaar beoordeeld worden in plaats van als onderdeel van een groter streven.
(...)
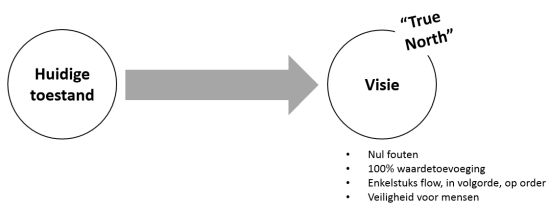
Toyota heeft tientallen jaren een langetermijnvisie gevolgd met de volgende elementen:
- Nul fouten
- Honderd procent waardetoevoeging
- Enkelstuks flow, in volgorde, op order
- Veiligheid voor mensen
Toyota ziet deze specifieke ideale staat - als die over de hele waardestroom bereikt kan worden - als dé manier van produceren met de hoogste kwaliteit, tegen de laagste kosten en de kortste doorlooptijd. In de laatste jaren is Toyota begonnen deze visie de 'true north' voor productie te noemen.
(...)
Een visie gloort ver weg aan de horizon en de weg er naartoe is lang, onduidelijk en onvoorspelbaar. Hoe vinden we en blijven we op die weg?
Doeltoestanden
Toyota werkt toe naar een visie middels iets wat ik 'doeltoestanden' noem. In alle lagen van de organisatie leert Toyota-personeel om opeenvolgende doeltoestanden te definiëren en te werken naar wat er op dat moment nagestreefd wordt. Deze toestand is in principe elke keer een stap in de richting van de visie en een uitdaging die net voorbij het huidige kunnen streeft. Je kunt een doeltoestand zien als een gewenste staat op een veel kortere termijn, die preciezer geformuleerd is dan de verre toekomstvisie.
(...)
Als er eenmaal een doeltoestand gedefinieerd is, is die niet optioneel of makkelijk aan te passen. Hij blijft overeind. Hoe die doeltoestand bereikt wordt is wel optioneel en daarbij kan gebruik worden gemaakt van waar mensen goed in zijn: de mentaliteit van je handen uit de mouwen steken, de vindingrijkheid en creativiteit om nieuwe prestatieniveaus te kunnen bereiken. Tenminste, als ze een kata hebben en goed worden gemanaged. Doeltoestanden zijn een onderdeel van Toyota's verbeter-kata.
Bron: Toyota kata - managen naar verbetering, aanpassingsvermogen en superieure resultaten, Mike Rother